Wij leveren wire-laser én powder-bed metaal 3D-printers aan defensie, semicon, olie & gas en repair-gedreven maakbedrijven in de BENELUX. Geen hobby-printers, geen polymeer-tussenoplossingen, alleen industriële metaal-AM die zich terugverdient in de productieomgeving.
Een selectie van onze klanten en partners, van zware industrie tot defensie, van research tot maakbedrijven. Officiële logo's worden geplaatst zodra branding-toestemming per partij is bevestigd.
KMWEMaakindustrie
HydroEnergie
Kon. MarineDefensie
LandmachtDefensie
K3DEngineering
Universiteit TwenteResearch
Hogeschool WindesheimOnderwijs
Kaak GroupFoodtech
KMWEMaakindustrie
HydroEnergie
Kon. MarineDefensie
LandmachtDefensie
K3DEngineering
Universiteit TwenteResearch
Hogeschool WindesheimOnderwijs
Kaak GroupFoodtech
Twee technologieën · Eén partner
Niet één antwoord. Het juiste antwoord voor uw onderdeel.
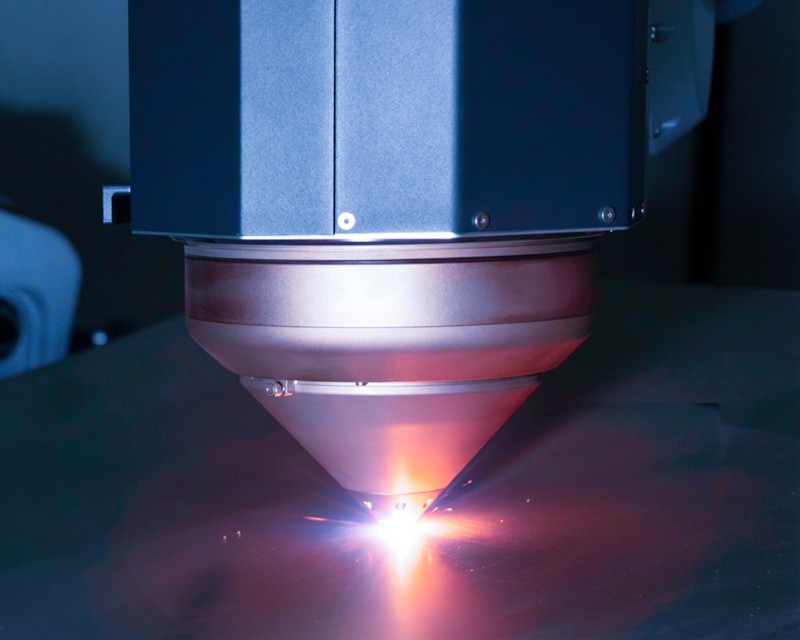
Industriële metaal-AM bestaat in twee dominante vormen: wire-laser DED voor schaal, kosten-efficiëntie en repair, en powder-bed fusion (SLM) voor complexiteit en oppervlaktekwaliteit. Wij voeren beide, Meltio voor draad, SLM-poederbed voor poeder, zodat onze keuze altijd over úw onderdeel gaat, nooit over wat we toevallig in voorraad hebben.
/ Wire-Laser DEDPARTNER · MELTIO
Lasdraad als feedstockDirected Energy Deposition
Standaard lasdraad wordt coaxiaal in een laser-smeltbad gevoerd. Bead-by-bead opgebouwd tot near-net-shape geometrie. De goedkoopste, veiligste en best schaalbare metaal-AM technologie op de markt.
Tot 10× lagere feedstock-kosten dan poeder
Geen reactief poeder, geen cleanroom, geen ATEX-zone, lagere infrastructuur-eisen dan SLM
Bouwsnelheid in kg/uur, niet g/uur
Repair, cladding en feature addition op bestaande onderdelen
Multi-material in één onderdeel (automatische wire-switching)
Een fiber laser smelt selectief metaalpoeder in een poederbed, laag voor laag. Onovertroffen voor complexe interne geometrieën, fijne details en oppervlaktekwaliteit waar wire-laser niet bij kan.
Complexe interne kanalen en lattice-structuren
Hoge resolutie: laagdikte 20–100 μm
Uitstekende oppervlakteruwheid out-of-printer
Brede materiaalkeuze: enkel metaal of legering
Dichtheid >99% direct na print, vaak geen post-processing nodig
Metaal-AM lost concrete problemen op in branches waar onderdelenbeschikbaarheid, certificering en doorlooptijd direct de productie raken. Bekijk de use cases voor uw sector.
/ 01 · Lucht- & ruimtevaart
Lucht- & ruimtevaart
Reparatie van turbinebladen en casings, lichtgewicht brackets in titanium en inconel, complexe impellers. Lasdraad-LMD voor cladding en grote near-net-shape onderdelen; SLM voor lattice en complexe geometrie.
Bekijk use cases →
/ 02 · Automotive
Automotive
Persgereedschap-reparatie, prototype-spoelen, motorsport-onderdelen. Lasdraad-LMD verkort tooling-lead-time van maanden naar dagen; SLM voor lichtgewicht lattice in EV-koeling.
Bekijk use cases →
/ 03 · Defensie
Defensie
On-demand reserve-onderdelen voor legacy-systemen, componenten in titanium en inconel. Lokale productie, veilige supply chain, defensie-goedgekeurd.
Bekijk use cases →
/ 04 · Olie & Gas
Olie & Gas
Near-net-shape onderdelen in RVS en inconel, verkort billet-doorlooptijden van maanden naar weken, met tot 30% lagere kostprijs per onderdeel.
Bekijk use cases →
/ 06 · Medisch
Medisch
Orthopedische implantaten, dental-componenten, custom prothesen in Ti6Al4V en CoCr. Metaalpoeder-SLM domineert voor implantaten; Lasdraad-LMD voor surgical-tooling reparatie.
Bekijk use cases →
/ 07 · Halfgeleiders
Halfgeleiders
Custom legering-onderdelen, tooling met lage volumes en snelle vervangingen, goedgekeurd door grote semicon-OEM's. EU-made, geen importtarieven, gecertificeerd proces.
Bekijk use cases →
/ 08 · Gereedschap & matrijzen
Gereedschap & matrijzen
Reparatie slijtgereedschap, hard-facing op gietmallen, hybride manufacturing met Engine CNC. Lasdraad-LMD met forging-niveau dichtheid voor tooling-toepassingen, eerlijk concurrerend met smeden.
Bekijk use cases →
/ 09 · Reparatie & cladding
Reparatie & cladding
Herstel versleten high-value componenten met feature addition en laser cladding. Verleng de levensduur in plaats van vervangen.
Bekijk use cases →
Wat we leveren
Hardware, kennis en end-to-end ondersteuning.
Wij verkopen geen machines en lopen weg. Wij leveren consultancy vooraf, installatie en training tijdens de roll-out, en onderhoud zolang de printer draait, zodat de investering zich terugverdient zoals beloofd.
01 / Hardware
Wire-Laser Metal Printers
Meltio M600, Meltio Robot Cell, en Meltio Engine integratie-kits voor CNC en industriële robots. De volledige Meltio Blue Laser-portfolio onder één dak in de BENELUX.
Onze SLM-printers met build-volumes van 160mm tot 800mm. Voor toepassingen waar wire-laser niet bij kan: complexe interne geometrie, fijne details, kleine series.
Strategische consultancy, Design for AM (DfAM), on-site training, installatie en doorlopend onderhoud. Een tien jaar oude reseller die spreekt uit ervaring, geen catalogus.
Gekwalificeerde lasdraad voor Meltio, gecertificeerde metaalpoeders voor SLM, en alle ondersteunende verbruiksartikelen. Snelle BENELUX-levering, gevalideerde printparameters.
Tien jaar samenwerken met BENELUX-engineering teams.
Wij meten succes aan het vertrouwen en de resultaten van onze klanten. Zo ziet samenwerken met 3DPS er in de praktijk uit.
★★★★★
"3DPS heeft ons begeleid van de eerste demo tot volledige productie. Uitstekende ondersteuning, écht expertise, Ralf verkoopt geen machines, hij wordt onderdeel van je projectteam."
Engineering LeadHalfgeleider-fabrikant · NL
★★★★★
"Ralf adviseerde ons een poederprinter terwijl hij ook draadprinters verkoopt, dat eerlijke advies maakte ons besluit makkelijk. Zo zou een reseller moeten werken."
Operations DirectorDefensie-leverancier · BE
★★★★★
"Voor onze repair-toepassing was wire-laser de juiste keuze. 3DPS hielp ons door het hele certificeringstraject, niet één keer hoefden we de OEM zelf te bellen."
R&D ManagerEnergiesector · NL
Klaar om te starten?
Wij vertellen u eerlijk welke technologie écht past.
Plan een gratis 60-minuten strategiegesprek met Ralf. Wij bekijken uw onderdeel, bespreken of draad of poeder beter past, en geven aan waar het géén goed idee is. Geen verkooppraatje.
Foto's uit onze werkplaats, installaties en demo-sessies. Geen marketing-renders, gewoon wat er gebeurt als onze machines en onze mensen aan het werk zijn. Klik op een foto om groter te bekijken.
1 / 13
[ Inzichten · vanuit de werkplaats ]
Volg onze laatste ontwikkelingen
Op LinkedIn delen wij doorlopend wat er in onze werkplaats en bij klanten gebeurt — succesvolle prints, mislukte prints, parameter-vondsten, sample-doorlooptijden, evenementen waar we aanwezig zijn. Geen marketing, gewoon waar we mee bezig zijn. Hieronder de meest recente posts, automatisch ge-update.
[ 01 · Recente posts ]
Live van onze LinkedIn-pagina
Hieronder onze meest recente LinkedIn-posts, automatisch ge-update door Elfsight. Geen aparte CMS, geen handwerk — wat we daar plaatsen verschijnt hier.
In ontwikkeling · Stap 2-4
Deze pagina komt eraan
In V2 worden Technology, Industry en Product pagina's stap-voor-stap uitgewerkt. Klik hieronder om terug te gaan naar de homepage.
Cold Spray vs. Wire LMD — twee depositietechnieken vergeleken
Voor klanten en prospects die overwegen welke metaaldepositie-techniek het best past bij hun toepassing. Vanuit Wire LMD-perspectief, maar zonder Cold Spray weg te zetten waar het juist de betere keuze is.
Bij het kiezen van een metaaldepositie-techniek voor reparatie, coating of additive manufacturing duiken er twee namen op die vaak verkeerd naast elkaar gezet worden: Cold Spray en Wire LMD (Wire-based Laser Metal Deposition, ook wel wire-DED genoemd). Beide kunnen metaal op een substraat afzetten zonder een poederbed, beide werken met een mobiele depositiekop — maar daarmee houdt de gelijkenis op.
In de praktijk zien wij dat klanten beide technieken overwegen voor een handvol overlappende toepassingen (denk aan reparatie van versleten onderdelen of het herstellen van corrosieschade), maar dat de optimale keuze sterk afhangt van materiaal, geometrie, eisen aan mechanische eigenschappen, en de schaal van het werk. Dit artikel zet beide technieken nuchter naast elkaar.
Hoe werken ze?
Cold Spray
Solid-state versnelling
Metaalpoeder (10–50 µm) wordt door een dragergas (stikstof of helium) versneld door een convergent-divergent nozzle tot 500–1.200 m/s. Bij impact op het substraat deformeren de poederdeeltjes plastisch en hechten mechanisch en deels metallurgisch.
Kenmerkend: het metaal smelt niet. Procestemperatuur blijft 100–500 °C aan het oppervlak. Geen warmte-beïnvloede zone, geen oxidatie tijdens depositie, geen vervorming door thermische krimp.
Sterk in: warmtegevoelige materialen (Al, Cu, Ti), corrosie- en slijtagecoatings, en dissimilar-metal verbindingen.
Wire LMD
Laser smelt draad-feedstock
Een laser smelt het draad-uiteinde en een dunne laag van het substraat. Het gesmolten metaal stolt tot een samenhangende lasbaan. Laagsgewijs gebouwd via een gefixeerde kop, 6-as robot, of CNC-gekoppelde cell.
Werkt onder inerte gas-atmosfeer (argon of stikstof). Resulterende microstructuur is dicht (> 99,9%, CT-scan geverifieerd), volledig gesmolten, metallurgisch gehecht. Mechanische eigenschappen op forging-niveau.
Cijfers zijn richtwaarden uit industriële literatuur en Meltio/3DPS-praktijk. Werkelijke waarden variëren per legering, machine-configuratie en parameterset.
Wanneer kies je wat?
Cold Spray
Substraat mag niet thermisch belast worden. Dunwandige aluminium-componenten, elektronica, gevoelige microstructuren.
Slecht of niet-lasbare materialen. 2xxx/7xxx aluminium, koper-substraten waar smeltprocessen falen.
Coatings en dunne build-up. Honderden µm tot enkele mm — Cold Spray's natuurlijke gebied.
Dissimilar metals. Aluminium op staal, koper op aluminium — thermisch problematische combinaties.
Wire LMD
Structurele onderdelen onder mechanische belasting. Volledig dichte structuren, eigenschappen vergelijkbaar of beter dan smeedwerk.
Grote near-net-shape parts. 50 mm tot meters — Wire LMD vrijwel altijd kosteneffectiever dan poederbed of Cold Spray.
MRO met behoud van eigenschappen. Reparatie van slijtage of schade op gereedschapsstaal, Ni-legeringen, structureel staal.
Multi-material en functionele gradiënten. Wire LMD met meerdere feeds wisselt of mengt legeringen tijdens print.
Brede materiaalkeuze, lage feedstock-kosten. Lasdraad is commodity. Cold-Spray-poeder en helium structureel duur.
Veelvoorkomende misverstanden
Misverstand
"Cold Spray is sneller dan Wire LMD." Niet algemeen waar. Per kg afgezet metaal zijn beide vergelijkbaar; voor grote volumes ligt Wire LMD vaak voor door continue draadtoevoer en hoge materiaalefficiëntie.
Misverstand
"Cold Spray levert betere eigenschappen omdat er geen HAZ is." Dit klopt voor het substraat — daar geen verandering. Maar het afgezette materiaal zelf heeft bij Cold Spray meestal lagere mechanische eigenschappen, omdat de hechting mechanisch is in plaats van metallurgisch. HIP- of warmtebehandeling is daarom bij Cold Spray vaak nodig voor structurele toepassingen — en daarmee komt de thermische belasting alsnog terug, zij het na de depositie.
Misverstand
"Beide doen hetzelfde." Nee. Beide zetten metaal af, maar de fysica is volledig anders. Een bedrijf dat structurele onderdelen bouwt kiest praktisch altijd voor Wire LMD. Een bedrijf dat coatings of warmte-vrije reparaties nodig heeft, kiest Cold Spray.
Conclusie
Cold Spray en Wire LMD zijn complementair, geen concurrenten. De keuze hangt af van wat je wilt afzetten, op welk substraat, en met welke eisen aan mechanische eigenschappen.
Voor het overgrote deel van de industriële AM- en MRO-toepassingen die wij in de Benelux zien — structurele onderdelen, reparatie van gereedschapsstaal en nikkel-legeringen, hybrid manufacturing, grote near-net-shape parts — biedt Wire LMD een betere combinatie van mechanische eigenschappen, materiaalkeuze, schaalbaarheid en operationele kosten. Voor de specifieke niche van warmte-vrije coatings en dissimilar-metal-bonding blijft Cold Spray een waardevolle techniek.
Twijfelt u welke techniek bij uw toepassing past?
Neem contact op voor een vrijblijvend technisch gesprek. Wij geven u eerlijk advies, ook als dat betekent dat Wire LMD voor uw specifieke situatie niet de beste keuze is.
Twee draadgevoede DED-technieken die er op papier op lijken, maar fundamenteel verschillen in warmte-input, dichtheid en nabewerking. Een nuchtere vergelijking voor maakbedrijven die overwegen welke route bij hun onderdelen past.
WAAM (Wire Arc Additive Manufacturing) en Wire LMD (Wire-based Laser Metal Deposition, ook wire-DED genoemd) zijn beide draadgevoede directed-energy-deposition-technieken. Beide leggen metaaldraad laag voor laag neer met een mobiele kop, beide gebruiken commodity lasdraad als feedstock, beide zijn geschikt voor grotere geometrieën dan een poederbed.
Het verschil zit in de warmte-bron. WAAM gebruikt een elektrische arc (MIG/MAG/CMT/plasma) — in essentie een geautomatiseerde lasrobot. Wire LMD gebruikt een gefocuste laser. Die ene keuze bepaalt vrijwel alles wat daarna komt: hoeveel warmte er in het werkstuk gaat, hoeveel restspanning er ontstaat, of een warmtebehandeling nodig is, en welke dichtheid en mechanische eigenschappen het eindproduct heeft.
Dit artikel zet beide technieken naast elkaar — vanuit Wire LMD-perspectief, maar zonder WAAM weg te zetten waar het de juiste keuze is (typisch: hele grote structurele preforms waar resolutie en stress-controle ondergeschikt zijn aan depositie-snelheid).
Hoe werken ze?
WAAM
Elektrische arc smelt draad
Een elektrische arc (MIG, MAG, CMT of plasma) tussen draad-elektrode en werkstuk smelt de draad en een laag van het substraat. De arc zelf is een geïoniseerd plasma met een temperatuur in de orde van ~6.000 °C (MIG/MAG-arc, literatuurrange 3.000–10.000 °C afhankelijk van proces en parameters).
Hoge depositie-snelheden (typisch 1–10 kg/uur) maken WAAM aantrekkelijk voor grote structurele onderdelen. Maar de hoge warmte-input per volume zorgt voor een grote warmte-beïnvloede zone, significante restspanning, en thermische vervorming. Stress-relief warmtebehandeling is na het printen vrijwel altijd nodig.
Sterk in: zeer grote bulk-preforms (meters), structurele staal-onderdelen waar resolutie ondergeschikt is, scheepsbouw, offshore, drukvaten.
Wire LMD
Gefocuste laser smelt draad
Een laser (typisch een fiber- of diode-laser, multi-kW) smelt het draad-uiteinde en een dunne laag substraat. De smeltbad-temperatuur ligt — pyrometer-gecontroleerd — rond 1.500–1.800 °C, ofwel net boven het smeltpunt van de meeste staal- en Ni-legeringen. Geen tienduizenden graden in een arc-plasma die in het werkstuk gepompt worden.
De gefocuste energie is precies wat nodig is om het materiaal te smelten — niet meer, niet minder. Resultaat: kleinere HAZ, lagere restspanning, minder distortion, en daardoor in veel gevallen geen heat treatment nodig om het onderdeel te kunnen gebruiken. Bij Meltio-systemen levert dat as-built mechanische eigenschappen op forging-niveau.
Functionele parts, reparatie/cladding, hybrid manufacturing, medical preforms
Cijfers zijn richtwaarden uit peer-reviewed literatuur en industriële praktijk (Bernauer et al. 2022 voor Wire-LMD smeltbad-temperatuur; weldingliteratuur voor arc-temperaturen; RAMLAB en Meltio voor procesvergelijking). Werkelijke waarden variëren per legering, machine-configuratie en parameterset.
Effectieve doorlooptijd: kg/uur is niet hetzelfde als snel klaar
WAAM scoort op papier hoog op depositie-snelheid — 1–10 kg/uur tegenover 0,4–2 kg/uur bij Wire LMD. Dat klinkt als een factor 5 voorsprong. In de praktijk is de productie-keten echter veel meer dan alleen de print-stap. Het ruwe materiaal moet stress-vrij gemaakt worden, op maat gefreesd, soms ge-HIP-t, en de oppervlakte-finish gebracht naar specificatie. Pas dan heb je een usable part.
Hieronder de typische keten voor beide processen, naast elkaar. De print-stap is groen. Alles wat daarna komt — in oranje — is werk dat WAAM vrijwel altijd vereist, en dat Wire LMD vaak overslaat of beperkt houdt.
WAAM-keten
01Print · 1–10 kg/uur
02Stress-relief warmtebehandeling
03Grof CNC (veel machining-overmaat)
04HIP indien dichtheid kritisch
05Finish CNC tot tolerantie
Wire LMD-keten
01Print · 0,4–2 kg/uur
02Stress-relief — vaak niet nodig
03CNC (minder overmaat)
Wat dit betekent voor uw planning: WAAM is sterk als u een onderdeel maakt waar warmtebehandeling en zwaar CNC-werk al in het draaiboek staan — bijvoorbeeld scheepsbouw of grote drukvaten. Voor functionele onderdelen waar dichtheid, dimensionale stabiliteit en doorlooptijd tellen, levert Wire LMD het onderdeel meestal sneller in totale doorlooptijd op — ondanks de lagere kg/uur op het machinedeel van het werk.
Waarom lagere warmte écht uitmaakt
Het temperatuur-verschil is niet alleen een interessant feitje — het werkt door op vier praktische niveaus:
Effect
1. Restspanning blijft beperkt. Hoe meer warmte je in het werkstuk pompt, hoe groter de thermische gradiënten bij het afkoelen, en hoe meer restspanning er ontstaat. Bij WAAM is dat zo significant dat stress-relief vrijwel altijd in de productie-keten zit. Bij Wire LMD blijft de gradiënt zoveel beperkter dat de spanning vaak binnen acceptabele grenzen valt — geen heat-treatment-stap, geen oven-tijd, geen extra logistiek.
Effect
2. Minder distortion = minder machining-overmaat. Een verstoord onderdeel moet je op de freesbank rechtbuigen of dik printen om weg te frezen. Wire LMD print near-net-shape met minder thermische drift, dus de preform ligt dichter bij de eindgeometrie. Dat scheelt CNC-tijd en verspaande kilo's.
Effect
3. Hogere dichtheid. De gecontroleerde laser-energie creëert een stabieler smeltbad met minder gas-entrapment en lack-of-fusion. Industriële Wire LMD-onderdelen halen consistent > 99,9% dichtheid (Meltio claimt 99,998% op gecertificeerde legeringen, CT-scan geverifieerd). WAAM-onderdelen liggen meestal lager en vragen vaker hot isostatic pressing (HIP) of warmtebehandeling om de porositeit weg te werken.
Effect
4. Fijnere microstructuur. Snellere afkoelsnelheden bij Wire LMD geven een fijne micro-kristallijne structuur. Dat vertaalt zich naar betere vermoeiingseigenschappen en mechanische prestaties die forgings vaak evenaren of overtreffen — zonder dat een uitgebreide warmtebehandeling nodig is.
Wanneer kies je wat?
WAAM
Zeer grote bulk-geometrieën. Onderdelen van meters waar pure depositie-snelheid (kg/uur) doorslaggevend is. Scheepsbouw, offshore-componenten, drukvaten.
Resolutie is ondergeschikt. Het onderdeel wordt na het printen zwaar gemachined, oppervlakte-finish doet er pas later toe.
Warmtebehandeling zit toch al in de keten. Stress-relief en homogenisatie zijn standaard processtap — dan is de extra warmte-input geen showstopper.
Constructiestaal-toepassingen. Eenvoudiger legeringen waar de lasbaarheid bewezen is en certificering bestaat.
Wire LMD
Functionele onderdelen onder mechanische belasting. Dichtheid > 99,9%, as-built op forging-niveau, vaak zonder heat treatment.
Reparatie en cladding op bestaande parts. Lage warmte-input voorkomt dat het basismateriaal verandert — cruciaal bij gereedschapsstaal, Ni-superalloys en medical-grade Ti.
Complexe geometrieën en multi-axis. Coaxiale laserkop print richting-onafhankelijk — 5-as en 6-as robot-cellen zijn native.
Multi-material en functionele gradiënten. Draadwissel of dual-wire tijdens print: combineer mild steel met Inconel, of bouw graded structures.
Hoge-eis legeringen en regulated industries. Ti-6Al-4V medical, Inconel aerospace, gereedschapsstaal met behoud van eigenschappen.
Wanneer u liever geen heat-treatment-stap inbouwt. Geen oven, geen extra logistiek, geen risico op verkeerde temper-curves.
Veelvoorkomende misverstanden
Misverstand
"Wire-DED is wire-DED — arc of laser maakt niet uit." Het maakt fundamenteel uit. De warmte-bron bepaalt de heat input, de heat input bepaalt de restspanning, de restspanning bepaalt of u een warmtebehandeling nodig heeft en welke dichtheid en mechanische eigenschappen u uit de machine krijgt. Het verschil komt direct terug in uw productie-keten en stuksprijs.
Misverstand
"WAAM is altijd sneller." Per kilogram afgezet metaal: ja, vaak. Maar 'snelheid' is meer dan kg/uur. Voor een functioneel onderdeel telt de totale doorlooptijd: print + stress-relief + machining + eventueel HIP. Wire LMD heeft een lagere ruwe kg/uur, maar slaat regelmatig de heat-treatment-stap over en heeft minder machining-overmaat. Vaak komt het onderdeel sneller uit de keten als geheel.
Misverstand
"Een arc is hetzelfde als een laser, alleen anders gestookt." Een MIG/MAG-arc is een geïoniseerd plasma van duizenden graden dat warmte breed in het werkstuk pompt. Een laser is een gefocuste, monochromatische energiebundel die precies in het smeltbad terechtkomt. Beide smelten metaal, maar de manier waarop ze dat doen verschilt — en dat verschil zie je terug in elke meetbare eigenschap van het eindproduct.
Conclusie
WAAM en Wire LMD zijn allebei legitieme draadgevoede AM-routes met overlap aan de buitenkant en fundamentele verschillen in de fysica. WAAM levert bulk-depositie tegen lage feedstock-kosten — aantrekkelijk voor zeer grote, zware structuren waar warmte-input en restspanning beheersbaar zijn binnen een geaccepteerde post-processing-keten.
Voor het overgrote deel van de industriële toepassingen die wij in de Benelux zien — functionele onderdelen, reparatie van gereedschapsstaal en Ni-legeringen, medical preforms, hybrid manufacturing, complexe multi-axis-parts — geeft Wire LMD een betere combinatie van dichtheid, mechanische eigenschappen, oppervlakte-finish en doorlooptijd, vaak zonder extra heat-treatment-stap. Dat is de kern van de keuze.
Twijfelt u of WAAM of Wire LMD bij uw onderdeel past?
Stuur ons uw geometrie en eisen. Wij doen een nuchtere afweging — ook als de uitkomst is dat WAAM voor uw specifieke volume of materiaal de betere route is.
Kunststof printen vs. metaal printen vs. CNC frezen
Drie productie-routes voor één onderdeel, drie stuksprijzen. Maar de juiste vraag is niet "wat kost het minst per part?" — het is "wat krijg ik dan in handen?" Een nuchtere vergelijking voor maakbedrijven die overwegen wanneer metaal-printen concurrerend is.
Bij elk nieuw onderdeel komt dezelfde vraag terug: kunststof printen, metaal printen, of CNC frezen? Vaak wordt die vraag opgelost door drie offertes naast elkaar te leggen en de goedkoopste te kiezen. Dat is begrijpelijk, maar het mist de helft van het verhaal.
Een stuksprijs zegt niets als je niet weet wat je dan in handen hebt. Een kunststof FDM-print van €15 en een Wire-LMD metaal-print van €90 staan niet voor "hetzelfde onderdeel, andere prijs" — ze staan voor twee verschillende producten. Het ene buigt door bij belasting, vervormt boven 60 °C, en wordt bros onder UV. Het andere is functioneel onder druk, hittebestendig tot honderden graden, certificeerbaar, en gaat jaren mee.
Deze pagina zet de drie technieken naast elkaar — niet om "metaal wint" te roepen, maar om duidelijk te maken wanneer de prijspremie de moeite waard is, en wanneer kunststof of CNC de juiste route blijft. We gebruiken door de hele pagina één voorbeeldcase: een sensorbehuizing voor industrieel gebruik (ca. 120×80×60 mm), zodat de cijfers concreet en vergelijkbaar zijn.
Hoe werken de drie technieken?
Kunststof printen
Filament smelten, laag voor laag
FDM (Fused Deposition Modeling) en SLA (Stereolithografie) zijn de twee dominante kunststof-routes. FDM smelt filament en legt het laag voor laag neer; SLA hardt vloeibare resin uit met UV. Beide werken met goedkoop ruw materiaal: filament €20–€80/kg voor standaard PLA/ABS/PETG, oplopend tot €300–€500/kg voor PEEK.
Machines zijn betaalbaar (vanaf €500 voor hobby, €5.000–€30.000 voor industrieel FDM). Doorlooptijd: uren voor een typisch onderdeel. Sterk in: prototyping, jigs & fixtures, niet-belaste behuizingen.
Beperkingen: temperatuur (PLA ~55 °C, ABS ~98 °C HDT), mechanische sterkte (tensile ~40–55 MPa), UV-degradatie, kruip onder langdurige belasting.
Metaal printen
Wire-laser DED of poederbed
Wire-LMD (commodity lasdraad als feedstock) en SLM (poederbed-laser-fusie) zijn de twee productie-routes. Feedstock is duurder: RVS/staal-lasdraad €25–€40/kg, Inconel 625 €60–€150/kg, Ti-6Al-4V €200–€500/kg (Airbus, Special Metals, EU-prijzen).
Maar het eindproduct is fundamenteel anders: dichtheid > 99,9%, mechanische eigenschappen op forging-niveau, hittebestendig tot honderden °C, chemisch resistent, certificeerbaar voor aerospace/medical/defensie. Geen UV-issue, geen kruip onder normaal gebruik.
Sterk in: functionele onderdelen onder belasting, kleine series met complexe interne geometrie, reparatie van bestaande metalen parts, multi-material (mild steel met Inconel-koppeling).
CNC frezen
Block stock, verspaand tot vorm
CNC frezen start vanuit een blok ruw materiaal en verspaant alles wat niet bij de eindgeometrie hoort. Volwassen technologie, tight tolerantie (~±0,02 mm haalbaar), uitstekende oppervlakte-finish (Ra 0,8 µm of beter).
Kosten zitten in machine-uurtarief (EU 3- tot 5-as: €60–€120/uur) en materiaalverlies: typisch 50–80% van de billet wordt spaan, aerospace zelfs 90–95% (buy-to-fly 10:1 tot 30:1, Airbus). Voor 1-offs en kleine series weegt de setup-tijd zwaar.
Sterk in: hoge precisie, gevalideerde block-stock-materialen, simpele geometrieën in grotere series, kritische pasvlakken die hoe dan ook gefreesd moeten worden.
De drie technieken naast elkaar
Aspect
Kunststof print
Metaal print
CNC frezen
Materiaalkosten ruw
€20–€80/kg (PLA/ABS/PETG); PEEK €300–€500/kg
€25–€40/kg RVS-draad; Inconel €60–€150; Ti €200–€500
RVS-billet €5–€15/kg, maar 50–80% wordt spaan
Machine-investering
€500–€30.000 (hobby tot industrieel FDM)
€150.000–€800.000 (Wire-LMD tot SLM)
€80.000–€500.000 (3-as VMC tot 5-as)
Mechanische sterkte
~40–55 MPa tensile; bros bij PLA, taaier bij ABS/PETG
1-offs en kleine series met complexe geometrie of multi-material
Middenseries (10–1000) met eenvoudiger geometrie
Materiaalprijzen 2025/2026, EU-markt, exclusief BTW. Mechanische data van standaard wrought-eigenschappen (316L, Ti-6Al-4V), HDT van PLA/ABS/PEEK uit Xometry/Ultimaker en Cristalli (2021). Buy-to-fly aerospace 10:1 referent: Barnes Group / Airbus w-DED communicatie.
Concrete case: sensorbehuizing voor industriële omgeving
Stel: u heeft een sensor-behuizing nodig van ca. 120×80×60 mm, met flensgaten, één kabel-doorvoer en een M16-gat voor de sensor-houder. De behuizing zit in een procesomgeving: spatwater, mild zuur, 40–90 °C, vibratie, 24/7 operatie. Stuktal: 1 prototype + 5–10 voor pilotopstelling. Wat zijn de drie opties?
Stuksprijs-indicatie 1-off
Drie offertes, drie producten
Onderstaande prijzen zijn richt-indicaties voor één stuk (1-off) op de BENELUX-markt, inclusief programmering en finishing, exclusief BTW. De prijs is niet het hele verhaal — let op wat je ervoor terugkrijgt.
FDM Kunststof · PETG / ASA
€ 25–45
per stuk, levering 1–3 dagen
Snel: overnight printbaar
Risico: kruip onder constante belasting, broos boven 70 °C
Levensduur: 3–12 maanden in dit milieu
Certificering: niet voor industrieel gebruik
Wire-LMD Metaal · 316L RVS
€ 90–180
per stuk, levering 5–10 dagen
Functioneel: 316L, food/farma-grade, gehard tegen procesmilieu
Geen kruip, geen UV-issue, dichtheid > 99,9%
Levensduur: 10+ jaar in dit milieu
Certificering: MTC standaard, EN 10204 3.1
CNC frezen · 316L block
€ 140–280
per stuk, levering 7–14 dagen
Tightste tolerantie en oppervlakte (Ra 1,6 of beter direct)
Materiaalverlies: uit een ~1,4 kg billet ~70% spaan
Setup-uren wegen zwaar op 1-off; per stuk goedkoper bij > 10 stuks
Certificering: MTC standaard
De kunststof-print is één vierde van de metaal-print. Maar de metaal-print gaat 10–30× langer mee in dit milieu, vraagt geen vervanging na zes maanden, en kan certificeerbaar worden ingezet. Voor de pilotopstelling is dat geen luxe — dat is wat de installatie betrouwbaar maakt. CNC zit qua prijs in dezelfde range als metaal-print, maar verliest aantrekkelijkheid bij 1-offs door setup-overhead.
Wanneer is de prijspremie de moeite waard?
Een metaal-print kost meestal 2–5× zoveel als een kunststof-print, en zit qua eindprijs vaak dichter bij CNC frezen dan men denkt. De vraag is dus niet of metaal duurder is — dat is het — maar of het verschil te rechtvaardigen is. Vier praktische tests die we toepassen in offertegesprekken:
Test 1 · Levensduur
Hoe lang moet het onderdeel mee? Een kunststof print à €30 die elk jaar vervangen wordt, kost over 10 jaar €300 — plus 9× vervangings-werk, downtime en logistiek. Een metaal-print à €120 die 10 jaar meegaat is dan netto goedkoper, ook vóór je de operationele kosten meerekent.
Test 2 · Faalmodus
Wat gebeurt er als het onderdeel faalt? Een kapotte kunststof prototype in de testopstelling: vervelend. Een kunststof behuizing die kruipt of breekt in een procesinstallatie: productielijn stilgelegd, mogelijk veiligheidsincident, claim. De vervangingsprijs van het onderdeel is dan secundair.
Test 3 · Certificering
Hebt u een MTC of compliance-document nodig? Veel sectoren (food, farma, aerospace, defensie, medical, drukvaten) eisen materiaalcertificering met traceability. Kunststof-print levert dat in de praktijk niet. Metaal-print en CNC wel. Dan valt kunststof gewoon af.
Test 4 · Wat zit er omheen?
Is het onderdeel onderdeel van een grotere installatie? Een prototype dat direct in de pilotopstelling gaat is geen prototype meer — dat is een productie-onderdeel met "prototype" op het kostenplaatje. Engineering-uren rond het onderdeel kosten al snel meer dan het stuk zelf. Goedkoop materiaal kiezen is dan vaak penny-wise, pound-foolish.
Metaal-print vs CNC: wanneer wint print het?
Als de keuze "metaal of niets" is, blijft de vraag: metaal-printen of CNC frezen? Beide leveren een metalen onderdeel met certificeerbare eigenschappen. Het verschil zit in de economie van het onderdeel:
Wire-LMD wint bij near-net-shape onderdelen waar block-stock-frezen veel materiaal weggooit (zware buy-to-fly), bij complexe interne geometrieën die CNC niet bereikt, bij multi-material-onderdelen (Inconel-coating op staal body), en bij reparatie of cladding op bestaande onderdelen.
CNC wint bij eenvoudige geometrieën in middenseries, bij tightste tolerantie op specifieke vlakken (waar CNC sowieso de finish doet), en bij standaard block-stock-materialen waar buy-to-fly laag is en setup-tijd over veel parts kan worden uitgesmeerd.
Hybrid wint vaak: printen voor de near-net-shape, gevolgd door CNC-finish op de kritieke vlakken. Meltio-cellen integreren beide processen in één machine — dat is geen "of-of"-keuze, maar de beste van twee werelden.
Wanneer kies je wat?
Kunststof printen
Prototypes die niet in een productie-installatie terechtkomen
Jigs, fixtures, mallen met beperkte gebruikstijd
Niet-belaste behuizingen in milde, droge binnenomgeving
Visualisaties en ergonomische mockups voor design-iteratie
Snelle iteratie waar overnight printen kritiek is
Metaal printen
Functionele onderdelen onder mechanische of thermische belasting
Procesomgevingen met chemie, vocht, UV, hitte of vibratie
Middenseries (10–1.000 stuks) met afgeschreven setup
Tightste tolerantie op kritieke pasvlakken
Eenvoudige geometrieën zonder complexe interne kanalen
Gevalideerde wrought-materialen met certificaat uit block-stock
Combinatie met print: hybrid manufacturing voor finish-vlakken
Veelvoorkomende misverstanden
Misverstand
"Metaal-print is altijd 10× duurder dan kunststof." Voor goedkope hobby-prints (PLA €3) klopt het orde van grootte. Voor industriële kunststof-prints (PEEK, ASA, gevuld nylon) zit het verschil al snel op factor 2–3. En als u het naast CNC zet voor één metalen onderdeel, kost metaal-printen vaak juist minder — vooral bij 1-offs en complexe geometrie waar CNC veel verspaant.
Misverstand
"CNC is altijd preciezer dan printen." CNC haalt typisch ±0,02–0,05 mm direct op een gefreesd vlak — print start ruwer. Maar de praktijk is: vrijwel elk industrieel metaal-geprint onderdeel krijgt een CNC-finish op de kritieke vlakken. Hybrid manufacturing (print + finish) levert dezelfde tolerantie als pure CNC, met veel minder verspaning en kortere doorlooptijd voor 1-offs.
Misverstand
"Kunststof-print is goed genoeg voor het prototype." Dat hangt af van waar het prototype heen gaat. Een design-iteratie op uw bureau: prima. Maar het "prototype" dat direct in de pilotopstelling, testopstelling of demo bij de klant terechtkomt is geen prototype meer — dat is een productie-onderdeel met een prototype-naamlabel. Kruip, krimp en degradatie gaan dan tellen vanaf dag één.
Misverstand
"Metaal printen is een hype, CNC is het echte werk." Volwassen sectoren tonen het tegendeel. Airbus print structurele titanium-onderdelen met w-DED en haalt de buy-to-fly van traditioneel 10–30:1 omlaag naar bijna 1:1. NASA reduceerde via hybrid additive titanium buy-to-fly van 12:1 naar 3:1. Dit is geen experimentele technologie meer — het is een gevalideerde productie-route in de zwaarst gereguleerde industrieën ter wereld.
Conclusie
De drie technieken concurreren niet op één as. Kunststof-printen is onverslaanbaar voor snelle, niet-belaste, korte-levensduur onderdelen. CNC frezen is onverslaanbaar voor middenseries met tightste tolerantie op afgeschreven setups. Metaal-printen vult het gat ertussen: certificeerbare metalen onderdelen voor 1-offs en kleine series, met complexe geometrie en/of multi-material, waar zowel kunststof als CNC tekortschieten.
De juiste vraag bij elk nieuw onderdeel is niet "wat kost het minst per part?" maar "wat krijg ik daarvoor, hoe lang gaat het mee, en wat kost het me als het faalt?" Vanuit die nuchtere afweging blijkt metaal-print vaker concurrerend dan de offerteprijs suggereert — en zijn er ook gevallen waar kunststof of CNC duidelijk de betere keuze is. Wij helpen u die afweging onderdeel-per-onderdeel maken.
Twijfelt u welk proces bij uw onderdeel past?
Stuur ons uw geometrie, eisen en gebruikscontext. Wij doen een nuchtere afweging tussen kunststof, metaal-print en CNC — ook als de uitkomst is dat kunststof voor uw specifieke geval prima volstaat.
Beide technologieën printen metaal. Beide produceren onderdelen die voldoen aan industriële kwaliteitseisen. Maar ze winnen op fundamenteel verschillende toepassingen. Hier het eerlijke verhaal, gebaseerd op uw onderdeel, niet op wat wij toevallig op voorraad hebben.
In 30 seconden weten?
Beantwoord drie vragen, de balk daaronder beweegt mee.
01
Hoe groot is uw onderdeel?
> 100 mm, middelgroot tot zeer groot
30 – 100 mm, midrange
< 30 mm, klein, complex, fijne details
02
Wat is uw primaire doel?
Reparatie of cladding op bestaand onderdeel
Near-net-shape, ruwe vorm, dan CNC
Eindgebruik direct uit machine, fijne geometrie
03
Hoe belangrijk is doorlooptijd en kosten per kg?
Kritiek, wij meten in kilo's en uren
Belangrijk, maar precisie weegt zwaarder
Secundair, kwaliteit en details staan voorop
[ Voorlopige Indicatie ]
50% · 50%
Selecteer antwoorden om de indicatie te zien.
[ 02 · Hoe Het Werkt ]
Twee fundamenteel verschillende processen
Beide smelten metaal met een laser, maar het feedstock-formaat, draad versus poeder, bepaalt vrijwel elke andere eigenschap van het proces.
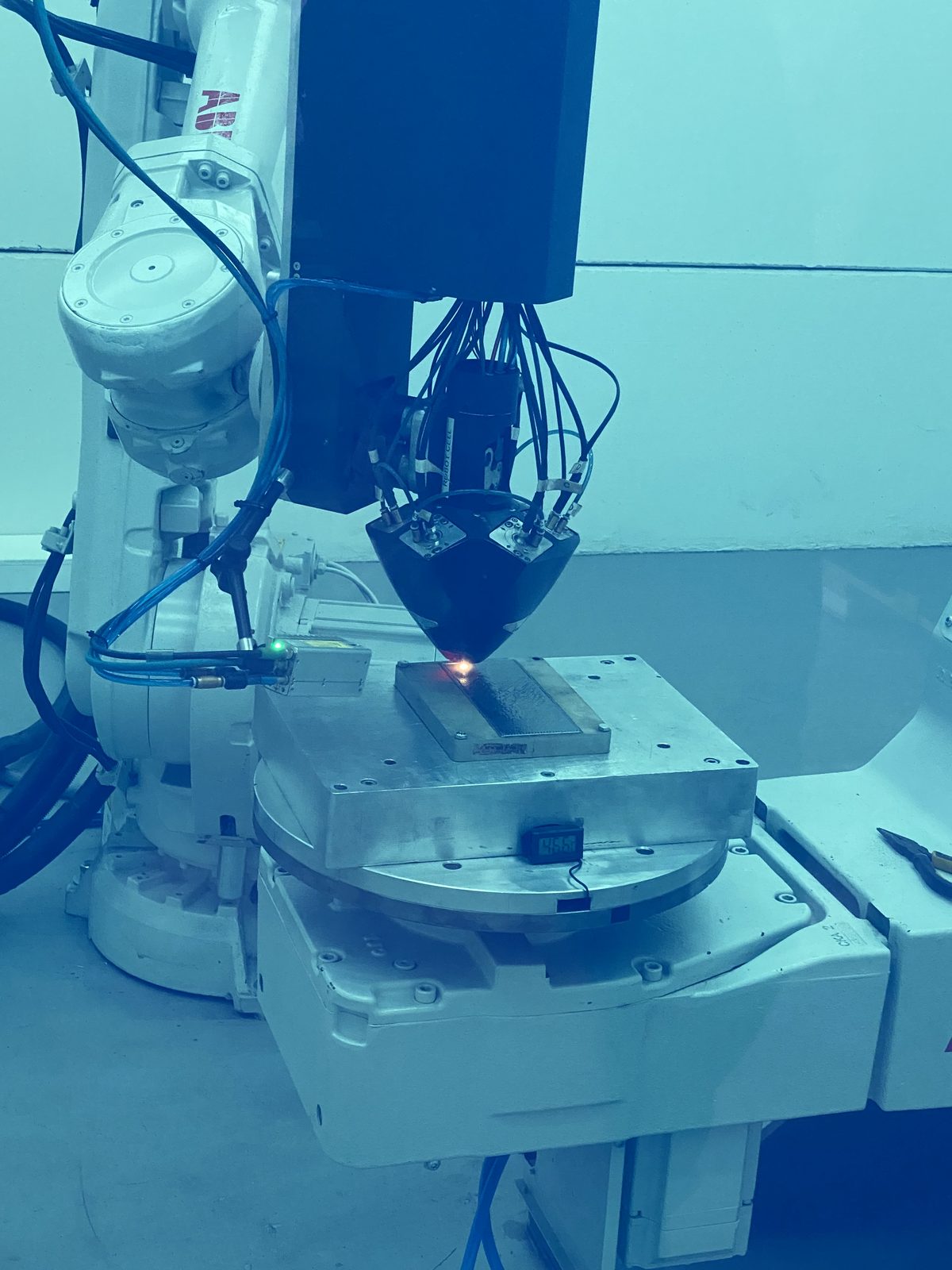
Wire-Laser Directed Energy Deposition
DED · Open atmosphere · Multi-axis
Metaaldraad smelt door geconvergeerde laserbundels in een melt pool
Kop beweegt 5- of 6-as over plate of bestaand onderdeel
Open atmosfeer (inert gas-omhulling), geen gesloten chamber nodig
Draad-switching tijdens print: multi-material onderdelen mogelijk
Resultaat: near-net-shape, ruwe vorm, vereist nabewerking (CNC)
Selective Laser Melting
SLM · Inert chamber · Layer-by-layer
Recoater spreidt dunne laag fijn metaalpoeder (15–45μm) over build plate
Galvo-scanner stuurt fiber laser (200W/500W), selectief smelten van geometrie
Platform zakt 20–100μm, recoater nieuwe laag, herhaal, duizenden lagen
Volledig inerte gascamera (Argon of Stikstof), strikte cleanroom-eisen
Resultaat: dichtheid > 99,9%, fijne details, eindgebruik mogelijk
[ 03 · Technische Vergelijking ]
Specificaties naast elkaar
Driehoekjes (▲) tonen waar elke technologie meetbaar voorop loopt voor industriële toepassingen.
Specificatie
Wire-Laser DED
Powder-Bed SLM
Depositie-snelheid
0,4–1,0 kg/uurMeltio Blue 1.4 kW · materiaal-afhankelijk · zie portfolio
0,02–0,20 kg/uurSLM 1–2 lasers · grammen, geen kilo's
Depositie-snelheden per materiaal, bovenstaande wire-range (0,4–1,0 kg/uur) is een samenvatting van het 11-materialen-portfolio op Blue 1.4 kW. Voor exacte cijfers per legering en profiel-keuze, zie de materialen-pagina.
Indicatieve breakdown voor een representatief 1 kg RVS-onderdeel. Werkelijke kosten zijn afhankelijk van geometrie, batchgrootte en kwaliteitseisen.
Wire-Laser DED
Totaal: € 280 – 480 per kg
Feedstock (draad)€ 50
Machine-uren (€80/u × 1u)€ 80
Inert gas + verbruik€ 25
Post-processing (CNC, finish)€ 200
Energie + overhead€ 30
Powder-Bed SLM
Totaal: € 1.800 – 3.500 per kg
Feedstock (poeder)€ 400
Machine-uren (€120/u × 14u)€ 1.680
Argon-gas + sieving€ 90
Post-processing (heat treat, support removal)€ 150
Cleanroom + ATEX-overhead€ 80
[ Indicatief · 1 kg RVS 316L · Single-part calculatie · Vraag offerte voor exacte kosten ]
[ 05 · Materiaalkeuze ]
Welke metalen in welke technologie
Beschikbaarheid en volwassenheid per legering. Hogere balk = bredere parameter-bibliotheek en bewezen industriële validatie.
RVS 316L / 17-4PH
Fe-Cr-Ni · Austenitic / PH
Lasdraad
95%
Metaalpoeder
98%
Titanium Ti6Al4V
Ti-6Al-4V · Grade 5
Lasdraad
80%
Metaalpoeder
95%
Inconel 625 / 718
Ni-Cr · Superalloy
Lasdraad
90%
Metaalpoeder
92%
Tool Steel H13 / D2
Fe-Cr-Mo-V · Hardened
Lasdraad
85%
Metaalpoeder
78%
Aluminium AlSi10Mg
Al-Si-Mg · Cast-grade
Lasdraad
50%
Metaalpoeder
90%
Multi-material (hybrid)
Cu-Steel · Inconel-Steel
Lasdraad
88%
Metaalpoeder
,
[ 06 · Beslismatrix ]
Welke technologie past bij welke toepassing?
Vier industriële scenario's, elk met de techniek die de toepassing vraagt, geen marketing, gewoon waar de fysica de keuze bepaalt.
Scenario 01▲ Wire
Repair van een verbrande turbinebladrand
Bestaand Inconel-onderdeel waar materiaal moet worden toegevoegd op een specifieke locatie. Powder-bed kan dit fundamenteel niet, er is geen plate om vanaf te starten. Wire-laser DED claddt direct op het bestaande deel met dezelfde of een verbeterde legering.
Scenario 02▲ Powder
Heat exchanger met interne koelkanalen
Klein onderdeel (< 200 mm) met topology-optimized interne geometrie en kanalen van 1 – 3 mm doorsnede. Wire kan deze geometrie fysiek niet leggen. SLM smelt poeder selectief, de niet-gesmolten poeder houdt overhangs op hun plaats en vult de interne ruimte.
Scenario 03▲ Wire
25 kg flange voor offshore-installatie
Robuust onderdeel, near-net-shape volstaat (CNC nabewerking is sowieso onderdeel van het proces). Wire deponeert dit in 4 – 6 uur. Powder-bed-machine met dat build-volume bestaat nauwelijks, en zou meerdere dagen draaien tegen 10× hogere materiaalkosten.
Scenario 04▲ Powder
Halfgeleider-vacuümfixture met fijne features
Onderdeel < 150 mm, oppervlakteruwheid Ra < 10 μm vereist, dimensionale tolerantie ±0,05 mm. Wire-laser bouwt te grof voor deze precisie zonder forse machining-toevoeging. SLM levert dit direct uit machine met minimale post-processing.
[ 07 · Eerlijk Verhaal ]
Wij zijn reseller van beide. Hier is waarom dat eerlijk advies oplevert.
Wij zijn niet vendor-gebonden aan één technologie. Welke past bij úw onderdeel, krijgt u onze aanbeveling, ook als dat de andere is.
Wanneer wire-laser de juiste keuze is
Defensie · Olie & Gas · Repair · MRO
De Benelux-industrie maakt overwegend grotere onderdelen waar productiesnelheid en materiaalkosten doorslaggevend zijn. Wire-laser DED past hier op de business case: kg/uur depositie, draadkosten 5–10× lager dan poeder, geen cleanroom-investering.
Voor reparatie en cladding van bestaande high-value parts, turbinebladen, mallen, hydraulische cilinders, bestaat er geen concurrerende AM-technologie. Powder-bed kan het simpelweg niet doen.
Multi-material onderdelen (koper-stalen koelelementen, hardingsfaces op zachte substraten) zijn een uniek wire-laser domein.
Wanneer powder de juiste keuze is
Halfgeleiders · Medisch · Lucht- & Ruimtevaart
Voor onderdelen kleiner dan 200 mm met fijne features, interne kanalen of topology-optimized geometrie is SLM de enige praktische keuze. Wire kan de geometrie fysiek niet bouwen.
Halfgeleider-fixtures, biomedische implantaten en hoog-presterende warmtewisselaars vereisen de oppervlakteruwheid en dimensionale precisie die alleen powder-bed levert as-built.
Wij vertegenwoordigen Z Rapid Tech precies omdat de beste oplossing voor deze toepassingen niet wire is. Eén-tech-fits-all is geen advies, het is een verkooppraatje.
[ Volgende Stap ]
Niet zeker welke past bij uw onderdeel?
Plan een strategiegesprek. Stuur ons uw onderdeel-tekening of beschrijving, wij analyseren de geometrie, materialen en volumes, en geven u een eerlijk antwoord. Inclusief wanneer AM níét de juiste route is.
Bent u een verspaningsbedrijf of one-stop-shop die nu zelf Inconel-, titanium- of RVS-onderdelen frees voor semicon-toeleveranciers? Dan kent u de pijn die deze pagina beschrijft, 16 weken op een billet wachten, 80% van uw dure materiaal in een spaanbak, en operators die niet meer te vinden zijn. Wij verkopen en integreren metaal-AM-printers van Meltio (Wire-Laser DED) en SLM-poederbed printers náást uw bestaande freesbanken, niet ter vervanging. Voor parts tot 400 kg drukken die printers uw stuksprijs, doorlooptijd en materiaal-CO₂ omlaag op precies die plekken waar conventioneel verspanen het zwaarst weegt. Hieronder de vergelijking, eerlijk en met cijfers waar u uw eigen werkdag in herkent.
−85%
Materiaal-verlies op Ti/Inconel
16w → dagen
Billet-cyclus vs. wire/poeder
0 – 400 kg
Onderdeel-envelope
/ De pijn van een verspaner anno nu
Drie problemen waar uw shop dagelijks tegenaan loopt
Geen marketingverhaal. Drie concrete pijnpunten die u herkent als u Inconel, titanium of RVS verspaant voor de semicon-keten, en die ieder hun eigen rekening present sturen aan het eind van het kwartaal.
Probleem 01
Uw billet zit nog in een container
Inconel 718, Ti6Al4V of Invar 36 in billet-vorm besteld u routinematig met 12–20 weken levertijd, vaak uit Azië of een handvol EU-mills. Prijzen schommelen met legering-spotmarkten. Eén project dat tussentijds van materiaal wisselt, betekent opnieuw wachten. Uw klant wil leveren, uw freesbank staat klaar, alleen het ruwe materiaal is er nog niet.
Probleem 02
U verspaant 80% van een dure billet weg
Buy-to-fly van 5:1 tot 10:1 is op semicon-onderdelen in superlegeringen normaal. Een Inconel-billet van €5.000 levert €500 aan eindproduct op, de rest staat in een spaanbak en gaat per ton de poort uit. Bij titanium loopt het verschil nog harder op. Uw materiaalrekening is het laatste decennium niet voor niks de grootste post in uw kostprijs geworden.
Probleem 03
Frees-inserts, machine-uren en operators
Titanium en Inconel slijten carbide-inserts in een tempo dat uw inkoopadministratie pijn doet. Een goede 5-assige frees voor zware legeringen begint vanaf circa €500K CAPEX, plus fundering en koeling. En een 5-assige operator die die machines op zware materialen kan draaien is op de arbeidsmarkt vrijwel niet meer te vinden, degenen die het kunnen, hebben hun positie al gevonden.
/ Conventioneel ↔ Met eigen printer
Zes pijnpunten, zes vergelijkingen
Geen abstracte voordelen-lijst. Per pijnpunt links wat u nu beleeft, rechts wat verschuift zodra een metaal-AM-printer náást uw freesbank staat. Dezelfde onderdelen, dezelfde klanten, een ander materiaal-, capaciteits- en kostprofiel.
01
Ruwmateriaal-cyclus
Conventioneel verspanen
Inconel- of titanium-billet bestellen kost 12–20 weken. Eén materiaalkeuze-wijziging is opnieuw wachten. Prijs koppelt aan legering-spotmarkten, uw calculatie verschuift tussen offerte en order.
Met eigen printer
Spool lasdraad of zak metaalpoeder: dagen levertijd, per kilo van EU-leveranciers. Voorraad past in een kast. Materiaalwissel binnen één werkdag. Uw productie start zodra de klant-order binnenkomt.
02
Materiaalverlies
Conventioneel verspanen
Buy-to-fly van 5:1 tot 10:1 op semicon-onderdelen in superlegeringen. Van een Inconel-billet van €5.000 houdt u €500 aan eindproduct over, de rest gaat als spaan de poort uit, tegen schrootprijs.
Met eigen printer
Near-net-shape depositie deponeert alleen waar massa nodig is. Verlies beperkt tot de finishing-pass. Materiaalverlies tuimelt van 85% naar <15%. Op Ti6Al4V en Inconel is dat het verschil tussen winstgevend en marginaal.
03
Gereedschapsslijtage
Conventioneel verspanen
Carbide-inserts wisselen elke paar uur op Inconel. Insert-kosten, herkalibratie, en de stilstand erbij, een vast kostenitem dat met materiaal-hardheid mee-schaalt. Een serie van 50 stuks vraagt een doos inserts en een operator die ze elk uur wisselt.
Met eigen printer
Een laser slijt niet. Print-na-print identieke parameters, geen insert-kosten, geen stop-en-wissel-stilstand. Alleen de finishing-pass op uw bestaande freesbank gebruikt nog gereedschap, en die snijdt door enkele millimeters overmaat, niet door 80% van een billet.
04
Capaciteit per m² en CAPEX
Conventioneel verspanen
Een goede 5-assige frees voor zware legeringen begint vanaf €500K CAPEX, met fundering, koelvloeistof-installatie en spanen-afvoer erbij. Eén machine, één operator tegelijk, één onderdeel in opspanning.
Met eigen printer
Voor hetzelfde CAPEX-budget plaatst u twee tot drie metaal-3D-printers die lights-out 24/7 draaien, bijvoorbeeld een Meltio M600 plus een Engine CNC retrofit-kit op een freesbank die u al heeft. Per m² vloeroppervlakte zit een printer op een fractie van een 5-assige frees. Productie-capaciteit per €CAPEX en per m² loopt fors op, terwijl uw freesbank vrijkomt voor de finishing-pass.
05
Operators en kennis
Conventioneel verspanen
Een ervaren 5-assige verspaner van zware legeringen vindt u niet meer. Degenen die het kunnen, zitten al ergens vast. Werkkennis vertrekt met pensioen, opleidingstrajecten duren jaren.
Met eigen printer
Print-werk is grotendeels gestandaardiseerd in software (slicer, melt-pool monitoring, automatische foutdetectie). Eén operator begeleidt meerdere printers gelijktijdig. Opleiding in weken, niet jaren. Schaalt mee met de arbeidsmarkt zoals die nu is.
06
CO₂ en rapportage
Conventioneel verspanen
Voor elk onderdeel een hele billet aan primaire metallurgie upstream, de grootste CO₂-post in de keten. Tonnen spaan om te recyclen of af te voeren. CSRD-rapportage of klant-vragen over Scope-3: u kunt nog niets harder doen dan "wij recyclen ons schroot".
Met eigen printer
Aanzienlijk minder primaire metallurgie per onderdeel, direct lagere Scope-3 staal-CO₂. Blue-laser AM gebruikt zelf ~30% minder energie dan eerdere generaties. Bij klant-audits voor duurzaamheid heeft u een concreet verhaal in plaats van een verdedigingslijn.
Belangrijke nuance: AM vervangt geen CNC. Finishing-machining op uw eigen freesbank blijft nodig op kritische tolerances. Wat AM verandert is waar in de keten de tijd en het materiaal zitten, niet aan het begin (billet bestellen, 80% wegfrezen) maar aan het eind (één pass overmaat afsnijden). Uw freesbank wordt geen overbodige machine, hij wordt de finishing-stap van een veel slankere productie-keten.
/ AM en CNC samen
Houd uw CNC. Voeg de printer toe.
Voor sommige onderdelen is volledig 3D-printen niet de goedkoopste route, de massa is te groot, of de finishing-eisen zo strikt dat verspaning hoe dan ook nodig is. Voor die parts is de oplossing niet "printer óf CNC", maar near-net-shape printen en daarna afmaken op uw eigen CNC. U houdt uw freesbank. U voegt de printer toe waar die het verschil maakt, en hieronder de drie configuraties waarin u dat doet.
→
Uw productie start bij order, niet bij billet-levering
Een Inconel- of titanium-billet bestellen kost 12–20 weken. Een spool lasdraad of zak metaalpoeder ligt binnen dagen op uw plank. Zodra de order bij u binnenkomt, gaat uw printer aan, geen wachten op een container uit Azië. Uw CNC verspaant alleen nog wat overmaat het onderdeel binnen tolerance brengt.
Standalone · naast uw CNC
Meltio M600
Standalone Wire-LMD productie-printer. Inert chamber, blue laser, 24/7 onbemand draaien. Build envelope 300 × 400 × 600 mm, onderdelen tot 100+ kg deposited weight. U print het near-net-shape onderdeel op deze machine, freest het af op de freesbank die u al heeft. Geen verbouwing aan uw bestaande machinepark.
Envelope300 × 400 × 600 mm
Onderdeel-massa100+ kg
MaterialenRVS · Ti · Inconel · Cu
Retrofit · uw CNC wordt hybride
Meltio Engine CNC Integration kit
Retrofit-kit die uw bestaande Vertical Machining Center omtovert tot hybride machine. De printkop wordt aan de spindle gemonteerd; uw CNC-controller ziet hem als een extra tool. Eén opspanning, één machine, eerst depositie, dan freezen, in hetzelfde G-code-programma. M-codes (bv. M80 laser-aan / M81 laser-uit) integreren in uw CAM via Mastercam, Siemens NX of ESPRIT post-processors. Wij installeren, integreren en trainen uw operators.
Past op3-/4-/5-as VMC's
SetupSingle-setup AM + CNC
MaterialenRVS · Ti · Inconel · Tool steel · Cu
Turn-key · grote envelope
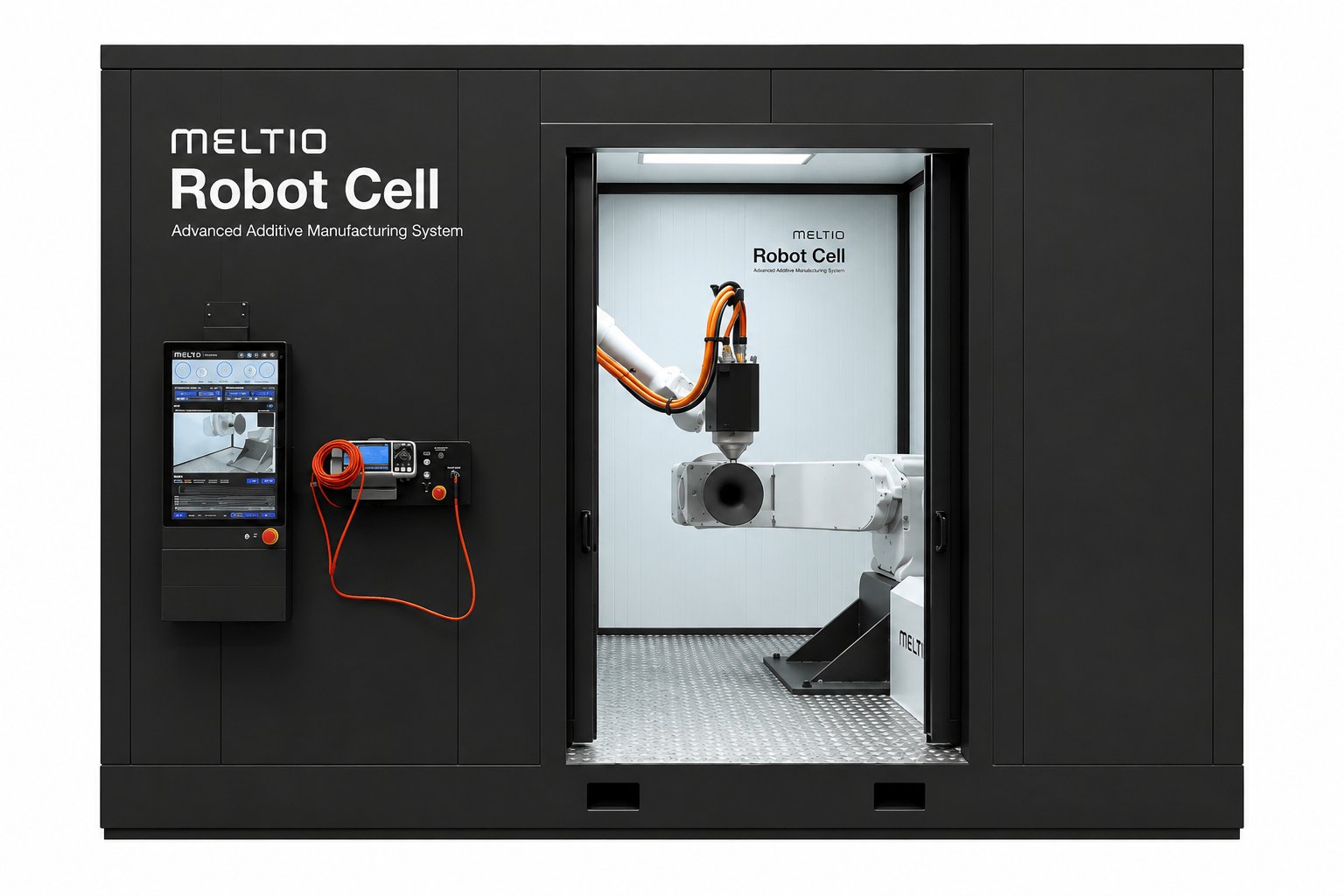
Meltio Robot Cell
8-axis turn-key productie-cel met robot + positioner + laser-safe enclosure. Build envelope tot 2000 × 1000 × 1000 mm, near-net-shape onderdelen tot ~400 kg. Voor parts die te groot zijn voor een M600 of een gewone VMC, frames, kasten, grote manifolds. Output gaat richting uw CNC of grinder voor finishing waar nodig.
Envelope2000 × 1000 × 1000 mm
Onderdeel-massatot 400 kg
CapabilityPrint · repair · cladding
Welke configuratie het beste past hangt af van geometrie, materiaal en seriegrootte. Bel ons met uw use-case, wij wijzen niet de duurste printer aan die wij willen verkopen, maar de combinatie die u over de hele cyclus het laagste stuksprijs-saldo geeft. Soms is dat één M600. Soms een Engine CNC retrofit op een freesbank die u al heeft staan. Soms een Robot Cell voor de grote envelope. Wij adviseren, leveren, installeren en blijven beschikbaar voor support.
/ Hoe een traject met 3DPS loopt
Van eerste demo tot productie-klare printer
De typische cyclus voor het in huis halen van een metaal-AM-printer via 3DPS. Wij verkopen en integreren, u produceert. Doorlooptijd afhankelijk van configuratie en eventuele site-aanpassingen, maar de stappen zijn altijd dezelfde.
01
Use-case gesprek + demo
U bespreekt met ons welk type onderdelen u wilt gaan produceren, in welke materialen, op welke schaal. Eventueel onder NDA. Wij koppelen daar de logische printer-configuratie aan en organiseren een live demo, bij een referentie-installatie in EU, of bij ons. Indicatief sample-print mogelijk op een opgegeven geometrie.
Doorlooptijd · 1–4 weken
02
Configuratie-advies + DfAM-training
Wij stellen de printer-configuratie samen die past bij uw onderdelen en bestaande machinepark: standalone M600, retrofit Engine CNC kit op uw bestaande VMC, of Robot Cell voor grote envelope. Inclusief een DfAM (Design for Additive Manufacturing) startsessie voor uw engineering-team, zodat uw mensen vanaf dag 1 weten welke ontwerp-keuzes het verschil maken in print-tijd, kosten en kwaliteit.
Doorlooptijd · 1–3 weken
03
Levering, installatie + commissioning
Wij verzorgen de levering naar uw locatie, installatie, aansluitingen (electra, inert gas, eventueel koeling), commissioning en eerste factory-acceptance prints op uw geometrie. Voor de Engine CNC kit ook integratie met uw bestaande CNC-controller en CAM-omgeving (M-codes, post-processors).
Doorlooptijd · 2–6 weken na bestelling
04
Operator-training en parameter-overdracht
Uw operators worden getraind op de slicer-software (Meltio Horizon / Meltio Space), het machinegebruik, het wisselen van materialen, en het lezen van process-monitoring data. U krijgt de gevalideerde print-parameter-sets mee voor de materialen die u inkoopt. Vanaf dat moment produceert u zelfstandig.
Doorlooptijd · 3–5 werkdagen on-site
05
Onderhoud, supply en doorlopende support
Service-contract voor onderhoud, kalibratie en spare-parts. Lasdraad en metaalpoeder leveren wij door, gequalificeerd voor de print-parameter-sets die u draait. Daarnaast doorlopende technische support voor nieuwe onderdelen of materialen die u in productie wilt brengen. Heat treatment regelt u zelf of via een vaste warmtebehandel-partner.
Doorlopend
Daarna draait de machine onder uw eigen vlag, u bepaalt wat, wanneer en voor wie u produceert.
/ Toepassings-advies onder NDA
Uw business-case bespreken zonder dat u er publiekelijk over hoeft te praten
Halfgeleider-bedrijven werken vrijwel altijd onder vertrouwelijkheid. Wij vragen geen klant-namen, geen onderdeel-CAD's, geen specifieke toepassingen op deze publieke pagina. Een gesprek over uw aanschaf-overweging, geometrie-haalbaarheid of materiaal-keuze regelen we onder NDA voordat we in detail gaan.
Wat wij wel kunnen vertellen vóór NDA
Welke materialen op onze printers standaard gequalificeerd zijn voor semicon-omgevingen (RVS 316L, Stavax-familie, Titanium Ti6Al4V, Invar 36).
Welk type semicon-onderdelen technisch haalbaar zijn (vacuum-chambers, CF-flenzen, manifolds met interne kanalen, brackets, optical mounts, UHV-componenten).
Wat de capability van de machines is qua tolerantie, dichtheid (>99,9%) en oppervlakte-finish op verschillende materialen.
Hoe een aankoop- en integratie-traject typisch verloopt: demo, configuratie-advies, installatie, training, supply en service.
Twijfelt u of een onderdeel überhaupt geschikt is voor metaal-AM? Stuur ons de tekening of het onderdeel, wij doen een gratis haalbaarheids-analyse: welke printer, welk materiaal, welke geometrie-aanpassingen en wat dat betekent voor uw stuksprijs. Geen verplichtingen.
Voor een vertrouwelijk gesprek over uw aanschaf-overweging of specifieke toepassing: neem direct contact op.
De op Meltio en SLM-printers gequalificeerde materialen voor halfgeleider-toepassingen. Andere legeringen mogelijk op aanvraag, print-parameter-validatie traject loopt vaak in een paar weken.
Precision-housings en mold-componenten die corrosie-resistentie én polijst-finish vragen. Uddeholm Stavax ESR (en familieleden Mirrax, Corrax, Polmax), referentie in mold-tooling, ook toepasbaar voor cleanroom-componenten met hoge oppervlaktekwaliteit.
LasdraadMetaalpoeder
Titanium Ti6Al4V
Ti-6Al-4V · Grade 5
Lichtgewicht precision-componenten, lage thermische uitzetting, hoge sterkte-massa verhouding. Bewegende onderdelen waar elke gram massa telt voor positioneerprecisie. Ook in lasdraad-vorm beschikbaar, Meltio Engine Blue verwerkt Ti6Al4V draadfeedstock, bewezen in aerospace en defense (o.a. Spanish Air Force jet engine repair).
LasdraadMetaalpoeder
Invar 36
Fe-36Ni · Ultra-low CTE
CTE ≈ 1,2 × 10⁻⁶/K, dimensionale stabiliteit voor optische mounts, lithografie-frames, calibratie-componenten en composite mold-tooling. Standaard-keuze waar thermische drift onacceptabel is.
LasdraadMetaalpoeder
/ Wat de fab vraagt
Deze printers leveren wat fab-eisen vragen
Halfgeleiderfabrikanten werken met strikte specificaties: dichtheid, contaminatie-vrije atmosferen, magnetische neutraliteit, traceability, surface roughness. Niet 3DPS voldoet daaraan, de printers zelf zijn ontworpen om dat te leveren. Meltio M600 produceert in een inert chamber met <10 ppm zuurstof. SLM-machines draaien in inerte argon-atmosfeer met laser-melt-pool monitoring. Wat u krijgt: machines die uw eigen kwaliteitsteam kan kalibreren en certificeren binnen uw bestaande QMS, material-certificaten, print-parameter logs en process-data zitten standaard in de output. Wij dragen die capability over bij installatie, samen met de trainingsmodules om uw operators er zelfstandig mee te laten werken.
[ Volgende Stap ]
Klaar om eigen metaal-AM-capaciteit op te bouwen?
Plan een demo, of stuur ons het onderdeel waarvan u wil weten of het via metaal-AM kan. Een gratis analyse vertelt u: welke printer past, welk materiaal, welke DfAM-aanpassingen, en wat dat doet met uw stuksprijs. Geen verplichtingen, een gesprek over wat er kan, vóór u in een aankoop-traject zit.
Battle damage repair. Spare parts on demand. Waar uw missie ook is.
Een gebroken onderdeel in een forward operating base, op een schip in de Pacific, of in een depot dat de OEM 20 jaar geleden heeft verlaten. De vervanger zit nu in een container ergens overzee, het ticket loopt zes weken. Wire-Laser Metal Deposition verandert dat: een eigen Meltio M600, of een gedeployde versie ervan in een container, produceert het onderdeel ter plekke in uren, niet in weken. Dezelfde technologie waar US Navy, Spanish Air Force en Korean Marine Corps al op draaien. Wij verkopen en integreren de printers bij Defensie-organisaties en hun toeleveranciers in de BENELUX.
"If the crew had to rely on a replacement part without using additive manufacturing, it would have taken weeks or months. With this technology, we'll have the new component printed and ready for installation before the order for a replacement would be completed."
, Staff Sgt. Jordan Blake, US Marine Innovation Unit
−60%
Gewicht (K2 tank case)
−80%
Productietijd (USS Arleigh Burke)
0 – 400 kg
Onderdeel-envelope
/ De pijn van defensie-readiness
Drie problemen die operationele paraatheid ondermijnen
Geen abstract supply-chain verhaal. Drie pijnpunten die operators, MROs en logistieke commando's elke dag tegenkomen, en die met Wire-LMD ter plekke oplosbaar worden.
Probleem 01
Wereldwijde supply chains verstoord, lead times onvoorspelbaar
Een spare part voor een fregat, gevechtsvoertuig of helikopter komt uit een OEM-keten die door geopolitiek, sancties of capaciteit niet meer levert in dagen. 6-12 weken lead time op een component is normaal, en de prijs is volatiel. Voor missie-kritische platformen is dat een readiness-risico dat elk kwartaal groter wordt.
Probleem 02
Legacy platformen, OEM bestaat niet meer
Schepen, voertuigen en wapensystemen draaien decennia. De originele leverancier is overgenomen, gefuseerd, of failliet. CAD-bestanden zijn weg, mallen gesloopt, parameters in een TIFF-archief van 1998. Reverse-engineering naar een gietfabriek voor één stuk is economisch zelden haalbaar, en levert hetzelfde lange wachttraject.
Probleem 03
Logistieke last van duizenden spare parts
Een forward operating base of een marineschip moet honderden tot duizenden spare parts in voorraad houden, "for the case that". Containers vol onderdelen, fuel- en vrachtruimte die ook door iets nuttigers gevuld kon worden. Een Wire-LMD-printer en een spool wire vervangt de helft van die voorraad, net-in-time geprint wanneer er een vraag is.
/ Conventionele supply ↔ Wire-LMD op locatie
Zes pijnpunten, zes vergelijkingen
Per pijnpunt links wat de huidige supply chain levert, rechts wat verandert zodra een Meltio-systeem op uw locatie staat, depot, schip, of forward operating base.
01
Lead time op spare parts
Conventionele supply chain
Spare part voor een schip of voertuig in de operatie: 6-12 weken via OEM-keten, plus douaneafhandeling, plus logistiek naar het forward platform.
Met Wire-LMD op locatie
USS Arleigh Burke eductor (NAVSEA + Spanish Navy): −80% productietijd. Print en machining direct aan boord of in nabijgelegen MRO-faciliteit. Geen logistieke keten te doorlopen.
02
Legacy spare parts (OEM weg)
Conventionele supply chain
OEM bestaat niet meer of weigert kleine series. Reverse-engineering naar een gieterij: maanden tot een jaar voor één stuk. Spanish Army-quote: "obsolescence is een van de grootste readiness-blokkades".
Met Wire-LMD op locatie
3D-scan + Wire-LMD print = legacy spare in uren tot dagen. Korean Marine Corps gebruikt het al: "It has become possible to quickly manufacture repair parts that are discontinued or difficult to procure."
03
Battle damage repair
Conventionele supply chain
Beschadigd onderdeel = platform out-of-service. Vervangcomponent uit depot (als beschikbaar) of nieuw uit OEM (weken). Hele platform onbeschikbaar gedurende de wachttijd.
Met Wire-LMD op locatie
Spanish Air Force-case (jet engine): repair van high-value parts in titanium en copper-alloys, ter plekke. Wire-LMD doet ook cladding en repair, niet alleen nieuwe productie, beschadigde geometrie wordt deel-voor-deel hersteld.
04
Lichtgewicht componenten
Conventionele supply chain
Onderdelen zoals tank ice cleats: massieve metaal-blokken (10,74 kg per stuk). Soldaten moeten 30-50 stuks per tank handmatig monteren, fysieke belasting hoog, tijd kostbaar onder operationele druk.
Met Wire-LMD op locatie
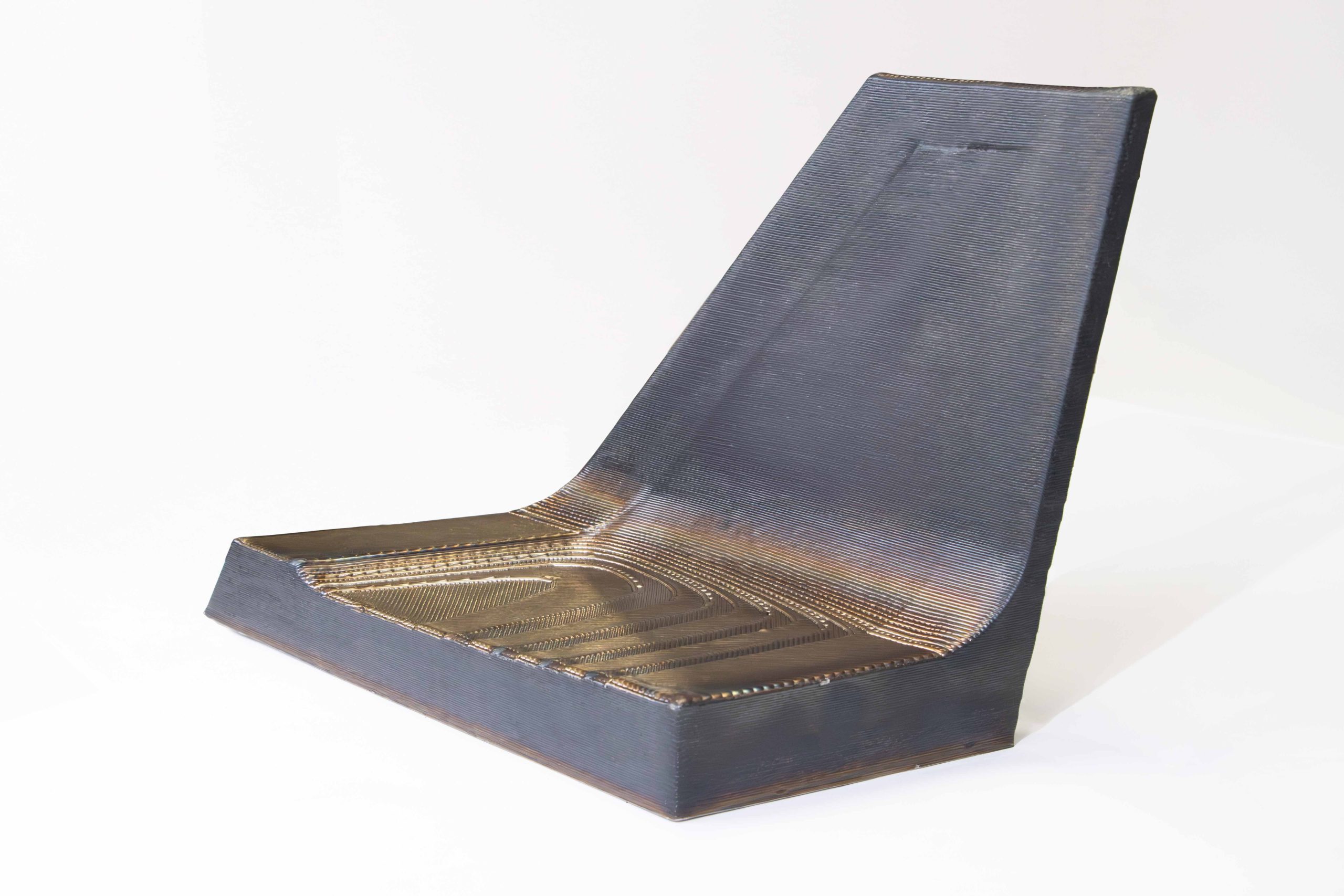
K2 Black Panther case: honeycomb-redesign via AM bracht gewicht naar 4,26 kg, 60% lichter met behoud van mechanische eigenschappen. Bonus: ~0,64% brandstofefficiëntie verbetering, drie pads tegelijk in één print-cyclus.
05
Logistieke voetafdruk
Conventionele supply chain
Honderden tot duizenden spare parts in voorraad. Containers vol onderdelen, vracht- en opslag-kosten op iedere stap in de keten, depot, transport, forward base, schip.
Met Wire-LMD op locatie
Eén printer plus een spool wire = honderden spare-part designs. Spool past in een kast. Vraag-gestuurde productie vervangt vooraad. Containerized solutions (zoals Korean Marine "Holonic") brengen de printer naar de operatie.
06
Materiaal-flexibiliteit
Conventionele supply chain
Elk type onderdeel een eigen leverancier, eigen materiaal-keten, eigen lead time. RVS-onderdeel hier, titanium daar, koper-alloy ergens anders, drie verschillende keten-afhankelijkheden.
Met Wire-LMD op locatie
Eén Meltio M600 print SS316L, Titanium Ti6Al4V, Marine Bronze, Inconel 718, alleen de spool wire wisselen. Spanish Air Force gebruikt het voor zowel titanium als copper-alloys op één machine.
AM vervangt de logistieke keten niet volledig. Voor missie-kritische platformen blijft een gevalideerde OEM-keten nodig op kritische componenten. Wat verandert: op de plekken waar de keten haakt, obsolete parts, battle damage, urgent maintenance, heeft u nu een alternatief dat in uren werkt in plaats van weken.
/ Drie configuraties
Van depot-werkplaats tot deployable container
Dezelfde Meltio Wire-LMD technologie, drie configuraties. Welke past hangt af van waar u produceert: in een MRO-faciliteit, in een mobile workshop, of geïntegreerd op een bestaande CNC-installatie.
→
DoD bewees het: deployable hybrid manufacturing
Phillips Corporation installeerde de eerste hybrid Meltio-machine in een deployable shipping container bij Rock Island Arsenal in 2021. US Army xTech-program 5e plaats voor het Meltio Engine-systeem met nitrogen-gegenereerde inert gas, werkt overal waar nitrogen-generators kunnen draaien.
MRO · depot · base workshop
Meltio M600
Standalone Wire-LMD-printer voor MRO-faciliteiten, depot-werkplaatsen en base workshops. Inert chamber, blue laser, 24/7 onbemand. Build envelope 300 × 400 × 600 mm, onderdelen tot 100+ kg deposited weight. De printer waarmee AM Solutions de K2 Black Panther snow pads produceerde voor Korean Marine Corps.
Envelope300 × 400 × 600 mm
Onderdeel-massa100+ kg
MaterialenSS · Ti · Inconel · Cu · Bronze
Hybrid · deployable container
Meltio Engine CNC Integration kit
Retrofit-kit die een CNC tot hybride machine omtovert: print en frees in één opspanning, één G-code. De configuratie die DoD inzet in deployable containers (Rock Island Arsenal, USS Bataan). Process-inert gas via nitrogen generators, geen externe argon-keten nodig. Past op uw bestaande VMC's in workshops of in shipping containers.
Past op3-/4-/5-as VMC's
DeployableContainer-ready (Rock Island)
MaterialenSS · Ti · Inconel · Bronze
Strategic · grote envelope
Meltio Robot Cell
8-axis turn-key productie-cel met robot + positioner + laser-safe enclosure. Build envelope tot 2000 × 1000 × 1000 mm, parts tot ~400 kg. Voor grote defensie-componenten, voertuig-structuren, marine-pump-housings, artillery-componenten, die te groot zijn voor een M600 of standaard VMC.
Envelope2000 × 1000 × 1000 mm
Onderdeel-massatot 400 kg
CapabilityPrint · repair · cladding
Welke configuratie past hangt af van: waar u produceert (depot vs. operationeel platform), welke geometrie, welk materiaal, en of u standalone of geïntegreerd met bestaande CNC werkt. Wij adviseren op basis van uw use-case, leveren, installeren en trainen uw operators. Voor classified-projecten regelen we NDA-traject vóór technische details delen.
/ Cases · wat deze printers al doen voor defensie
Vier echte defense use cases op Meltio Wire-LMD
Wat de Meltio M600 al produceert voor defensie-organisaties wereldwijd, gepubliceerd door Meltio en bevestigd door de betrokken eenheden. Met bron-link bij elke case.
Use Case 01Lasdraad · DED
Korean Marine Corps · K2 Black Panther snow pads
AM Solutions (Meltio's Zuid-Koreaanse partner) ontwikkelde via Wire-LMD op M600 een redesign van de ice cleats voor de K2 Black Panther tank. Honeycomb-structuur optimized voor AM bracht het gewicht van 10,74 kg naar 4,26 kg per stuk, een 60% reductie met behoud van alle mechanische eigenschappen. 30-50 stuks per tank betekent een wezenlijke fysieke verlichting voor soldaten plus ~0,64% brandstofefficiëntie. Drie pads tegelijk per print-cyclus.
MateriaalSS316L
Gewicht10,74 → 4,26 kg (−60%)
Printtijd81 uur · 3 pads
Use Case 02Lasdraad · DED
USS Arleigh Burke · eductor on-board repair
FDRMC Rota en Spanish Navy produceerden via Wire-LMD een eductor voor de USS Arleigh Burke, een Amerikaanse destroyer die in operatie was. NAVSEA versnelde AM part-approval voor low-risk componenten en de aanpak bespaarde meer dan 80% van de typische productietijd. Rear Adm. Pete Small (NAVSEA chief engineer) bevestigde dat het project bewees hoe AM readiness genereert door kritieke systemen te herstellen binnen de compressed timeline van een forward-deployed patrol.
MateriaalSS316L
Productietijd−80% vs conventional
ScopeOn-board repair, forward-deployed
Use Case 03Lasdraad · DED
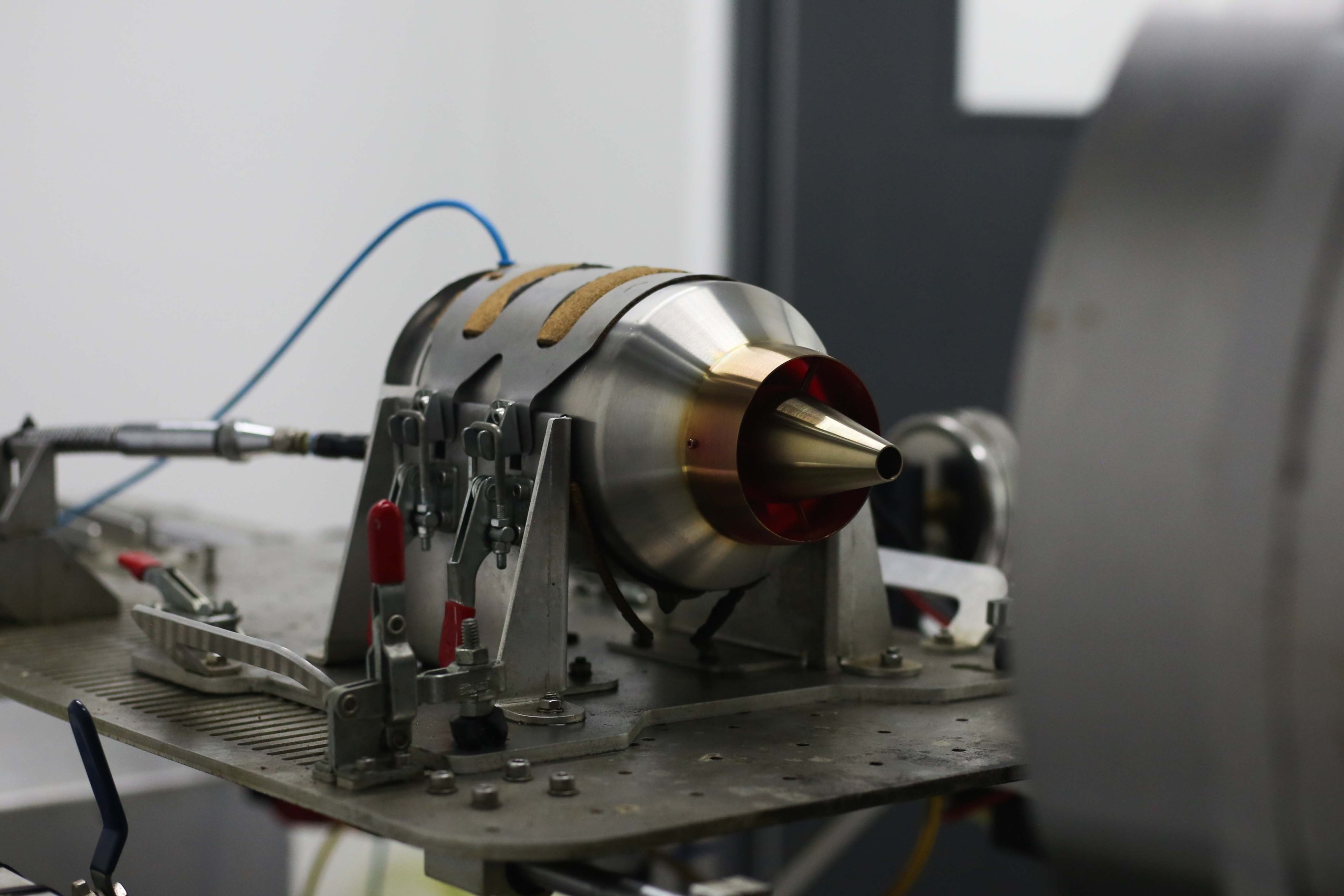
Spanish Air Force · jet engine repair
De Spanish Air Force gebruikt Meltio Wire-LMD voor de repair van high-value parts in jet engines. Niet als productie maar als cladding/repair: lokaal materiaal toevoegen op beschadigde geometrie, daarna machining naar finale tolerance. Werkt met titanium en copper-based alloys op één en dezelfde machine, geen wissel-cycle nodig tussen materialen. Eén van de eerste defensie-organisaties die Wire-LMD operationeel inzet voor maintenance.
MateriaalTitanium · Cu-alloys
ScopeHigh-value parts repair
ToepassingCladding · repair
Use Case 04Lasdraad · DED
Spanish Army · armored vehicle spare parts
Het Spanish Defense-departement zet Meltio Wire-LMD in voor het maken van spare parts voor gepantserde voertuigen waarvan de OEM-keten niet meer levert. Containerized AM-installatie, SS316L. Citaat: "these joint actions improve supply and logistics chains, increase operability of fleets and resources in operations, and avoid problems related to obsolescence." Concrete oplossing voor het 25-jaar-oude-platform probleem.
MateriaalSS316L
ScopeLegacy spare parts
DeploymentContainerized
/ Hoe een traject met 3DPS loopt
Van briefing tot productie-klare printer
De cyclus voor het in huis halen van Meltio Wire-LMD via 3DPS. Voor defensie-organisaties met procurement-eisen en classified-context: onder NDA waar nodig, met respect voor uw aankoop-proces en compliance-vereisten.
01
Technische briefing + use-case bespreking
U vertelt ons over uw toepassing, welk platform, welke onderdelen, welke materialen, welke deployment-context (depot, schip, forward base). Onder NDA waar de classificatie dat vraagt. Wij koppelen daar een logische configuratie aan en organiseren een live demo bij een referentie-installatie of bij ons.
2–6 weken
02
Configuratie-advies + DfAM-training
Wij stellen de printer-configuratie samen die past bij uw use-case: standalone M600 voor een MRO-werkplaats, Engine CNC retrofit op een bestaande hybrid-machine, of een containerized deployable solution. Inclusief DfAM-sessie voor uw engineering-team, zodat uw mensen weten welke designs het verschil maken in defensie-context.
2–4 weken
03
Procurement-traject + levering
Wij begeleiden het aankoop-proces door uw defensie-procurement keten. Levering naar uw locatie, installatie, aansluitingen (electra, inert gas via argon of stikstof-generators voor deployable setups), commissioning en factory-acceptance prints op uw geometrie.
Volgens uw procurement-cyclus
04
Operator-training en parameter-overdracht
Uw operators (militair of civiel personeel) worden getraind op slicer-software (Meltio Horizon / Space), machinegebruik, materiaal-wissel en process-monitoring. U krijgt gevalideerde print-parameter-sets mee voor de materialen die u inkoopt. Vanaf dat moment produceert uw eenheid zelfstandig.
5–10 werkdagen on-site
05
Onderhoud, supply en doorlopende support
Service-contract voor onderhoud, kalibratie en spares. Lasdraad leveren wij door, gequalificeerd voor uw print-parameter-sets. Doorlopende technische support voor nieuwe onderdelen, materialen of platformen die u toevoegt. Voor classified-projecten: NDA-traject blijft van kracht.
Doorlopend
Daarna draait de machine onder uw eigen vlag, u bepaalt wat, wanneer en voor welk platform u produceert.
/ Materialen
Vier legeringen voor defensie-toepassingen
Op Meltio Wire-LMD gequalificeerde materialen voor defensie. Andere legeringen mogelijk op aanvraag, parameter-validatie traject loopt in een paar weken.
RVS 316L
Fe-Cr-Ni-Mo · Austenitic
Battle damage repair, voertuig-componenten, marine spare parts. De referentie-legering, bewezen in K2 Black Panther snow pads, USS Arleigh Burke eductor, Spanish Army armored vehicle spares. Corrosiebestendig, magnetisch neutraal, breed gequalificeerd voor militaire toepassingen.
Lasdraad
Titanium Ti6Al4V
Ti-6Al-4V · Grade 5
High-value parts repair, lichtgewicht structuren, aerospace-defensie componenten. Bewezen in Spanish Air Force jet engine repair, cladding op beschadigde geometrie. Hoge sterkte-massa verhouding, corrosiebestendig in zout-water omgeving.
Lasdraad
Marine Bronze
Cu-Ni · Marine grade
Naval componenten, propellers, scheepscomponenten in zout-water. Hoge corrosie-resistentie en goede anti-fouling eigenschappen. Bewezen in Meltio's marine-portfolio voor boat shaft brackets en marine propellers.
Lasdraad
Inconel 718
Ni-Cr-Fe-Mo-Nb · Superalloy
Hoge-temperatuur componenten, jet engine onderdelen, turbine housings, exhaust manifolds. Behoudt mechanische eigenschappen tot >700°C. Voor defensie-toepassingen waar warmte- en corrosie-resistentie beide kritisch zijn.
Lasdraad
/ Wat defensie vraagt
Deze printers werken binnen uw compliance-kader
Defensie-toepassingen werken onder strikte vereisten: NATO STANAG materiaal-specificaties, AS9100 (defensie-aerospace), MIL-spec testing op kritische componenten, ITAR/EAR controle bij gevoelige technologie. Meltio M600 produceert in een inert chamber met <10 ppm zuurstof, met material-certificaten, print-parameter logs en process-data standaard in de output. NAVSEA heeft AM part-approval versneld voor low-risk componenten op de USS Arleigh Burke case. US Army xTech-program erkende de technologie als deployable-ready. Wat u krijgt: machines die uw eigen kwaliteitsorganisatie kan kalibreren en certificeren binnen uw bestaande QA-keten en procurement-proces. Wij dragen die capability over bij installatie, samen met de trainingsmodules om uw operators zelfstandig te laten werken, civiel én militair personeel.
[ Volgende Stap ]
Plan een technische briefing voor uw eenheid
Plan een briefing of demo, of stuur ons een use-case waarvan u wil weten of Wire-LMD het kan oplossen. Onder NDA waar nodig. Een gratis haalbaarheidsanalyse vertelt u welke configuratie past, welk materiaal, en wat de impact is op uw readiness en logistieke voetafdruk.
Geen claim. Dat is wat ExxonMobil eind 2025 publiceerde nadat zij overstapten van CNC-machining naar Wire-Laser Metal Deposition voor één onderdeel in hun Louisiana refinery. Stuksprijs van $2.125 naar $1.222, lead time van 4-6 weken naar 58,8 uur, materiaal van RVS naar Titanium 64, omdat Ti opeens economisch haalbaar werd. Als u nu RVS-, Inconel- of titanium-onderdelen frees voor refineries, subsea operations of pipeline-toepassingen, dan is dit geen toekomstmuziek meer. Wij verkopen en integreren dezelfde Meltio-printers naast uw bestaande freesbanken.
−42%
Stuksprijs (ExxonMobil case)
−90%
Doorlooptijd spare parts
0 – 400 kg
Onderdeel-envelope
/ De pijn van een oil&gas-verspaner
Drie problemen waar uw shop dagelijks tegenaan loopt
Pijnpunten die u herkent als u onderdelen frees voor refineries, subsea operations, pipelines of downhole tooling, en die elk hun eigen rekening present sturen.
Probleem 01
Offshore stilstand kost zes cijfers per dag
Een gebroken valve, een gescheurde impeller, een corroderende fitting, als het op een platform of in een refinery stilligt, telt elke dag in zes cijfers. De vervanger heeft 6-8 weken levertijd uit een gespecialiseerde forge. U weet dat, uw klant weet dat. De zoektocht naar lokale capaciteit voor spare parts wordt elk jaar urgenter.
Probleem 02
Inconel- en duplex-billets in volatiele markt
Inconel 718, super-duplex, Monel, de standaard voor corrosieve omgevingen, komen routinematig met 12-16 weken levertijd en sterk wisselende spotmarkt-prijzen. Buy-to-fly 5:1 op een drukvat-flens: 80% van uw dure billet gaat als spaan de poort uit. Op offshore-onderdelen waar materiaalkosten dominant zijn, drukt dat op elke offerte.
Probleem 03
Legacy spare parts die niet meer te krijgen zijn
Pompen, kleppen, fittings uit installaties van 20-30 jaar oud, de oorspronkelijke OEM is overgenomen, het CAD bestaat niet meer, de mal is gesloopt. Uw klant heeft één gescande tekening en vraagt of u "iets" kan maken. Met conventional CNC plus billet-supply is dat voor één stuk zelden haalbaar.
/ Conventioneel ↔ Met eigen printer
Zes pijnpunten, zes vergelijkingen
Per pijnpunt links wat u nu beleeft, rechts wat verschuift zodra een metaal-AM-printer náást uw freesbank staat. Voorbeeld-cijfers waar mogelijk uit de ExxonMobil-case.
01
Lead time op spare parts
Conventioneel verspanen
Refinery-spare in Inconel of duplex: 4 tot 8 weken vanaf billet-bestelling. Bij stilstand-kritisch onderdeel betekent dat zes-cijfer schade per dag voor uw klant.
Met eigen printer
ExxonMobil in de praktijk: 4-6 weken → 58,8 uur op één titanium-onderdeel. Geen billet-cyclus, productie start zodra de bestelling binnen is.
02
Materiaalverlies op superlegeringen
Conventioneel verspanen
Buy-to-fly 5:1 tot 10:1 op Inconel-flensen of duplex-housings. Van een €5.000 billet houdt u €500 aan eindproduct. De rest gaat per ton als spaan de poort uit.
Met eigen printer
Wire-LMD deponeert alleen waar massa nodig is. Materiaalverlies van 85% naar <15%. ExxonMobil maakte dezelfde overstap: stuksprijs $2.125 → $1.222 (−42%).
03
Legacy spare parts en one-offs
Conventioneel verspanen
Onderdeel van 25 jaar oud, OEM bestaat niet meer. Eén stuk via billet + reverse-engineering: economisch zelden haalbaar. Tooling-kosten alleen al breken de business case.
Met eigen printer
Met 3D-scan → STL → print is een legacy spare in dagen klaar, één-stuks productie zonder tooling. Materiaal kunt u upgraden, zoals ExxonMobil van RVS naar Titanium 64, vaak goedkoper én duurzamer dan origineel.
04
Complexe interne geometrie
Conventioneel verspanen
Anti-cavitation kleppen, heat exchangers, manifolds met interne kanalen, vragen multi-step casting + welding + machining + assembly. Veel tooling, veel weeks, veel handling.
Met eigen printer
Meltio's anti-cavitation valve case: honeycomb interne structuur in één enkele print, geen welds, geen assembly, geen interne post-processing. SS316LSi, 51 uur printtijd, output direct naar finishing.
05
Materiaal-upgrade naar Titanium
Conventioneel verspanen
Titanium 64 voor refinery-werk? Vrijwel nooit gedaan. Te duur als billet, te lastig te verspanen, te veel verlies om de business case rond te krijgen. RVS blijft default.
Met eigen printer
ExxonMobil-engineer: "Before wire-DED we never thought about titanium because it was very expensive, after moving to Meltio's technology we discovered it's quite affordable." Wire per kilo + near-net-shape = titanium economisch haalbaar.
06
Operators en frees-uren
Conventioneel verspanen
Een ervaren operator voor 5-assige duplex/Inconel-werk vindt u niet meer. Inserts wisselen elke paar uur, hoge machine-bezetting per onderdeel, kennis vertrekt met pensioen.
Met eigen printer
Print-werk is gestandaardiseerd in software. Eén operator begeleidt meerdere printers gelijktijdig, opleiding in weken. Uw freesbank gebruikt u nog alleen voor de finishing-pass.
Belangrijke nuance: AM vervangt geen CNC. Finishing op uw freesbank blijft nodig voor kritische tolerances en seal-faces. AM verandert waar in de keten de tijd en het materiaal zitten, niet aan het begin (billet bestellen, 80% wegfrezen) maar aan het eind (één pass overmaat). ExxonMobil bewijst dat het werkt onder strenge oil&gas eisen.
/ AM en CNC samen
Houd uw CNC. Voeg de printer toe.
Voor seal-faces, flange-passingen en finale tolerances blijft machining nodig. De oplossing is niet "printer óf CNC", maar near-net-shape printen en daarna afmaken op uw eigen CNC. Drie configuraties waarin u dat invoegt:
→
ExxonMobil bewees het: 4-6 weken naar 58,8 uur
Op één anti-wicking device in Titanium 64, geprint op een Meltio M600 die naast hun bestaande shop staat. 42% lagere stuksprijs. Dezelfde configuratie is beschikbaar voor uw productie.
Standalone · naast uw CNC
Meltio M600
De printer waarmee ExxonMobil de titanium-overstap deed. Inert chamber, blue laser, lights-out 24/7. Build envelope 300 × 400 × 600 mm, onderdelen tot 100+ kg. U print near-net, freest af op uw eigen bank. Geen verbouwing aan uw machinepark.
Envelope300 × 400 × 600 mm
Onderdeel-massa100+ kg
MaterialenRVS · Ti · Inconel · Cu · Bronze
Retrofit · uw CNC wordt hybride
Meltio Engine CNC Integration kit
Retrofit-kit die uw VMC tot hybride machine omtovert. Print-head aan de spindle; uw controller ziet hem als extra tool. Eén opspanning: eerst depositie, dan freezen in hetzelfde G-code. Voor flanges, fittings en housings waar seal-face precisie kritisch is, geen opnieuw opspannen tussen print en finishing.
Past op3-/4-/5-as VMC's
SetupSingle-setup AM + CNC
MaterialenRVS · Ti · Inconel · Duplex · Bronze
Turn-key · grote envelope
Meltio Robot Cell
8-axis turn-key productie-cel met robot + positioner + laser-safe enclosure. Build envelope tot 2000 × 1000 × 1000 mm, parts tot ~400 kg. Voor grote pomp-housings, subsea manifolds, of pipeline-fittings die te groot zijn voor een M600 of standaard VMC. Output naar uw CNC of grinder.
Envelope2000 × 1000 × 1000 mm
Onderdeel-massatot 400 kg
CapabilityPrint · repair · cladding
Welke configuratie past hangt af van geometrie, materiaal en serie. Bel ons met uw use-case, wij wijzen niet de duurste printer aan, maar de combinatie die over de hele cyclus het laagste stuksprijs-saldo geeft. Wij adviseren, leveren, installeren en blijven beschikbaar voor support.
/ Cases · wat deze printers al doen
Vier echte oil & gas use cases op Meltio-systemen
Wat de Meltio M600 en Robot Cell elders in de wereld al produceren in de olie & gas sector, gepubliceerd door Meltio en haar klanten, met getallen en bronvermelding.
Beschermend onderdeel voor instrument-panels in een Louisiana refinery, voorkomt dat olie via thermocouple-bedrading in elektrische kasten kruipt. Conventioneel via CNC-turning + milling, redesigned voor Wire-LMD op Meltio M600 met custom SS316LSi-fixture voor batch-productie van 4 stuks tegelijk. Materiaal-upgrade van origineel naar Titanium 64 was via wire-DED opeens economisch haalbaar waar het via billet nooit een optie was geweest.
Flow-control component die cavitatie-schade voorkomt bij hoge stromingssnelheden en variabele drukcondities, water treatment plants, chemical processing, power generation. Traditioneel via casting + machining + welding + assembly. Redesigned voor AM met honeycomb-vormige interne structuur in één enkele print: geen welds, geen interne supports, geen assembly. Print direct gevolgd door finishing op uw freesbank.
MateriaalSS316LSi
Printtijd51 uur
Productie-stappen4 → 1
Use Case 03Lasdraad · DED
ROEZ · single-print turbine case
Quote van Daniel Hasic (Engineer, ROEZ): "Meltio was the only out-of-the-box industrial wire-laser metal AM solution capable of printing multiple materials with a wide variety of options. Powder 3D printing didn't fit our needs, and Meltio was the only standalone wire metal printer that allowed us to successfully produce a complex turbine case with internal structure, all in a single print and just one prototype." Energietransitie-toepassing waar geometrische complexiteit en first-time-right kritisch waren.
MateriaalWire-LMD legering
Prototypes1 (first-time-right)
ScopeSingle-print, complex interne structuur
Use Case 04Lasdraad · DED
300mm diffuser · niemand kon hem vervangen
Diffuser van 300 mm uit een legacy-installatie waarvoor geen toeleverancier meer een vervanging kon maken. Reverse-engineering + Wire-LMD-print op Meltio M600 levert betrouwbare productie uit één machine, zonder casting, zonder mal-investering, zonder OEM-afhankelijkheid. Voorbeeld van wat in eigen huis printen mogelijk maakt voor legacy spare parts, een terugkerend pijnpunt in de oil&gas-keten.
Afmeting⌀ 300 mm
ScopeLegacy spare reverse-engineered
AlternatiefGeen, onverkrijgbaar via OEM
/ Hoe een traject met 3DPS loopt
Van eerste demo tot productie-klare printer
De cyclus voor het in huis halen van een Meltio of SLM-printer via 3DPS. Wij verkopen en integreren, u produceert.
01
Use-case gesprek + demo
U vertelt ons welk type onderdelen u wilt gaan produceren, refinery spare parts, subsea componenten, pipeline-fittings, valves, impellers. In welke materialen, op welke schaal. Onder NDA waar nodig. Wij organiseren een live demo bij een referentie-installatie of bij ons.
1–4 weken
02
Configuratie-advies + DfAM-training
Wij stellen de printer-configuratie samen die past bij uw onderdelen en machinepark. Inclusief DfAM-sessie voor uw engineering-team, zodat uw mensen vanaf dag 1 weten welke ontwerp-keuzes het verschil maken in print-tijd, kosten en kwaliteit op oil&gas-componenten.
1–3 weken
03
Levering, installatie + commissioning
Levering naar uw locatie, installatie, aansluitingen (electra, inert gas, koeling), commissioning en eerste factory-acceptance prints op uw geometrie. Voor de Engine CNC kit ook integratie met uw CNC-controller en CAM-omgeving.
2–6 weken na bestelling
04
Operator-training en parameter-overdracht
Uw operators getraind op slicer-software (Meltio Horizon / Space), machinegebruik, materiaal-wissel en process-monitoring. U krijgt gevalideerde print-parameter-sets mee voor de materialen die u inkoopt. Vanaf dat moment produceert u zelfstandig.
3–5 werkdagen on-site
05
Onderhoud, supply en doorlopende support
Service-contract voor onderhoud, kalibratie en spares. Lasdraad en metaalpoeder leveren wij door, gequalificeerd voor uw print-parameter-sets. Doorlopende technische support voor nieuwe onderdelen of materialen die u in productie wilt brengen.
Doorlopend
Daarna draait de machine onder uw eigen vlag, u bepaalt wat, wanneer en voor wie u produceert.
/ Materialen
Vier legeringen, gevalideerd op deze printers
Materialen op Meltio en SLM-printers gequalificeerd voor olie- en gas-toepassingen. Andere legeringen mogelijk op aanvraag, parameter-validatie traject loopt vaak in een paar weken.
RVS 316L / 316LSi
Fe-Cr-Ni-Mo · Austenitic
Drukvat-flenzen, dual-wall pipes, anti-cavitation valves, manifolds. De referentie-legering voor corrosieve omgevingen. Bewezen in anti-cavitation valve case (51u print, honeycomb interne structuur).
LasdraadMetaalpoeder
Inconel 718
Ni-Cr-Fe-Mo-Nb · Superalloy
Downhole tooling, high-temperature flow-control, sour-service componenten. Hoge sterkte bij verhoogde temperatuur en hoge corrosie-resistentie. Buy-to-fly 10:1 op billet, near-net-shape AM is hier het zwaarste argument.
LasdraadMetaalpoeder
Titanium Ti6Al4V
Ti-6Al-4V · Grade 5
Lichtgewicht componenten, chloride-resistente housings, corrosie-kritische valves. Bewezen door ExxonMobil case, wire-DED maakt Ti economisch haalbaar waar het via billet onbespreekbaar was.
LasdraadMetaalpoeder
Marine Bronze / CuCrZr
Cu-base · Heat exchanger grade
Heat exchangers, marine fittings, propellers, anti-fouling oppervlakken. Hoge thermische geleiding en uitstekende corrosie-resistentie in zout-water omgeving. Bewezen in Meltio's heat-exchanger en marine-bronze portfolio.
Lasdraad
/ Wat de keten vraagt
Deze printers leveren wat oil&gas-eisen vragen
Oil & gas componenten werken in extreme omgevingen: hoge druk, corrosieve media, sour service, sub-sea, verhoogde temperatuur. De certificering-eisen zijn navenant, NORSOK M-630 voor materiaal-data, API 6A / 17D voor wellhead en subsea, NACE MR0175 / ISO 15156 voor sour-service materiaal-keuze. Meltio M600 produceert in een inert chamber met <10 ppm zuurstof, met material-certificaten, print-parameter logs en process-data standaard in de output. Wat u krijgt: machines die uw eigen kwaliteitsteam kan kalibreren en certificeren binnen uw bestaande QMS. Wij dragen die capability over bij installatie, samen met trainingsmodules om uw operators zelfstandig te laten werken.
[ Volgende Stap ]
Klaar om de ExxonMobil-overstap voor uw shop te onderzoeken?
Plan een demo, of stuur ons het onderdeel waarvan u wil weten of het via metaal-AM kan. Een gratis analyse vertelt u: welke printer past, welk materiaal, welke DfAM-aanpassingen, en wat dat doet met uw stuksprijs en lead time. Geen verplichtingen, een gesprek over wat er kan, vóór u in een aankoop-traject zit.
Verleng de levensduur van high-value componenten. In dagen, niet maanden.
Versleten turbinebladen. Beschadigde mallen. Gehavende cilinders. Vervangen kost zes cijfers en tien weken procurement. Wire-laser cladding voegt materiaal toe op de exacte locatie van de schade, soms met een verbeterde legering ter plekke, gevolgd door geometriecontrole en machining naar originele of betere specificatie. Voor reparatie en oppervlaktebescherming bestaat geen concurrerende AM-technologie. Powder-bed kan het simpelweg niet doen.
5–14
Dagen reparatie
10–30%
Van vervangkost
100%
Multi-material
[ De realiteit van slijtage ]
Drie problemen waar AM-cladding concreet helpt
Niet "innovatie" als marketingterm, concrete kosten waar componenten uitvallen of vervangen niet betaalbaar is.
Probleem 01
Vervangingskosten in de zes cijfers, doorlooptijden in maanden
Een nieuwe Inconel-turbineblad kost een veelvoud van de cladding-kost; een nieuw matrijssysteem of grote hydraulische cilinder al snel meer. Procurement-doorlooptijden van 8–16 weken zijn standaard. Cladding-cyclus: 5–14 dagen, productie weer in bedrijf, kosten zijn een fractie.
Probleem 02
Slijtage altijd op dezelfde plek, verbeter ter plekke
Veel componenten slijten voorspelbaar op één locatie: tand-flanken op tandwielen, leading edges van bladen, binnendiameters van cilinders. Wire-laser cladt daar een verbeterde legering, Inconel op gewoon staal, harder dan origineel. Het onderdeel komt sterker terug dan het was.
Probleem 03
OEM-onderdelen waarvan productie gestopt is
Mallen voor producten uit oude productlijnen, gietstukken van overgenomen leveranciers, componenten van uit-de-markt-OEM's. Vervangen is niet meer mogelijk; wegwerpen en herontwerpen kost meer dan de hele installatie. Cladding herstelt het kritieke oppervlak en houdt het systeem nog jaren operationeel.
[ Use Cases · Concrete Reparaties ]
Welke reparaties draaien typisch op onze machines
Vier echte cases waar Meltio Wire-LMD wordt ingezet voor cladding en repair: hardfacing van trencher-segmenten (Welding Alloys), bearing support voor een obsolete centrifugaalpomp (iMet-3D × Bozzetto Group), large-scale bearing productie en reparatie (Eurobearings), en de fundamentele capability om direct op een bestaand onderdeel te printen. Powder-bed kan dit laatste niet, wire-laser wel.
Use Case 01Lasdraad · DED
Trencher-segmenten hardfacing met tungsten carbides
Trencher- en wheel-saw-segmenten in civil engineering die continu impact en abrasie verduren van rots en grond. Meltio en Welding Alloys deponeerden via de Meltio Engine Robot een dichte, uniforme laag NICARBW-LD (tungsten carbides in nickel-matrix). Resultaat: 5–10% dilution (vs hoge dilution bij arc-welding hardfacing), geen spalling of cracking, en 100% material utilization. Het onderdeel komt sterker terug dan OEM-spec.
MateriaalNICARBW-LD (WC + Ni-matrix)
ScopeTwo-layer hardfacing
Dilution~5–10%
Use Case 02Lasdraad · DED
Bearing support obsolete pomp, 70% kostenbesparing
Centrifugaalpomp van Bozzetto Group: bearing support uit GG-25 gietijzer was corrodeerd en industrieel onbruikbaar. Pomp uit productie, vervangende onderdelen 2 maanden lead time, hele pomp vervangen ~€5.000. Service bureau iMet-3D reverse-engineerde de geometrie, printte op de Meltio M450 in SS 316L (corrosie-resistenter dan origineel), met post-machining tot finale tolerances. Eindresultaat: €787 (-70%), lead time 1 week, 99,998% dichtheid.
MateriaalSS 316L (was GG-25)
ScopeObsolete part recreation
Doorlooptijd1 week (was 2 maanden)
Use Case 03Lasdraad · DED
Eurobearings, large-scale bearings printen én repareren
Eurobearings (Cortemaggiore, IT) ontwerpt en produceert massieve white-metal sliding-, thrust- en combined bearings voor energie, olie & gas en marine. Traditioneel via casting of machining vanuit billet, tot 80% materiaalverlies. Met Meltio Engine op een KUKA-robot met track-as printen zij white metal (babbitt) en andere legeringen near-net-shape, én herstellen zwaar versleten bearings direct op het bestaande onderdeel. Lead times 30–50% korter, geen size-constraint meer.
MateriaalWhite metal (babbitt) + legeringen
ScopeManufacture + onsite repair
Doorlooptijd30–50% korter
Use Case 04Lasdraad · DED
Schroef-feature printen direct op bestaande staaf
In de video hierboven: een schroef-feature wordt direct op een bestaande staaf geprint via Meltio Wire-LMD, het concrete bewijs van cladding én add-on op één bestaand metalen onderdeel. Een fundamentele eigenschap die powder-bed gewoonweg niet kan. Vergelijkbare toepassingen: een mounting-feature aanlassen op een productie-frame, een corrosie-resistente coating aanbrengen op één face, een tweede (hardere) legering toevoegen waar slijtage optreedt, allemaal zonder het basisonderdeel te vervangen. Voor uw onderhouds-engineers betekent het capabiliteit in eigen huis voor MRO-werk dat anders uitbesteed of vervangen wordt.
MateriaalMulti-material mogelijk
ScopeAdd-on op bestaand onderdeel
DoorlooptijdUren tot dagen
[ Cladding-materialen ]
Vier legeringen voor de meeste reparaties
Wij claddt zowel met identieke als verbeterde legering tegenover origineel substraat. Multi-material altijd mogelijk.
Inconel 625
Ni-Cr-Mo-Nb · CRA
Cladding op staal voor zware corrosie- of slijtage-omstandigheden. Subsea-componenten, hydraulische cilinders in chemische omgeving.
Lasdraad
Stellite 6 / 12
Co-Cr-W · Wear-resistant
Hard-facing op kleppenzittingen, tandwiel-flanken, snijgereedschap. Extreem slijtagevast bij hoge temperatuur.
Lasdraad
Tool Steel H13
Fe-Cr-Mo-V · Hot work
Reparatie van mallen, matrijzen, en gereedschappen voor warmverformen. Behoudt sterkte tot 600°C, hardbaar na cladding.
Lasdraad
RVS 316L / 17-4PH
Fe-Cr-Ni · Stainless
Standaard cladding-legering voor matig-corrosieve omgevingen, feature additions, en algemene oppervlaktebescherming.
Lasdraad
[ Procesborging · Validatie ]
Reparatie naar specificatie of beter
Cladding levert een onderdeel terug dat aan de originele tekening voldoet, soms met verbeterde eigenschappen. Onze procesketen valideert geometrie, dichtheid en materiaaleigenschappen voor en na bewerking, zodat het gerepareerde onderdeel meetbaar voldoet voor terug-in-bedrijf.
Post-machining dimensionele controle naar originele tekening
Optioneel NDT (PT, MT, UT) via gecertificeerd partner
Reparatierapport met before/after-documentatie
[ Volgende Stap ]
Een onderdeel waar u over twijfelt: vervangen of repareren?
Stuur foto's van de schade plus tekeningen of specificaties. Binnen 48 uur krijgt u een eerlijke inschatting: of cladding zin heeft, welke legering, doorlooptijd en indicatieve prijs. Inclusief wanneer vervangen toch logischer is.
3DPS Industrial bouwt aan een BENELUX-distributie voor Z Rapid Technologies — de Chinese fabrikant van industriële SLM-powder-bed printers. Engineering-ondersteuning, training en onderdelen-supply via 3DPS Bergeijk; commerciële voorwaarden in afronding.
SLM. Metaal uit poeder.
Sterker dan FDM, complexer dan frezen.
Selective Laser Melting opent de deur naar metalen onderdelen die je niet kunt frezen — interne kanalen, fijne wanden, complexe geometrieën. Maar westerse SLM-machines liggen substantieel hoger in maandlast, waardoor de techniek voor veel BENELUX-bedrijven onbereikbaar blijft. Onze SLM-printers maken die technologie nu wel bereikbaar — al vanaf €3.000 per maand, met Duitse en Japanse componenten waar het ertoe doet: laser, optiek, scanners.
Al beschikbaar vanaf €3.000 per maand. Onze SLM-printers maken de technologie toegankelijk voor maakbedrijven die het anders moeten laten liggen. Westerse SLM-systemen liggen substantieel hoger in maandlast.
Duitse en Japanse componenten waar het telt. Laser, optiek, scanners en motion-control van IPG, SPI, Raylase, Scanlab, Siemens (PLC’s) en Panasonic (servo’s). Chinese productie, westers-Japans hart — betrouwbaarheid op het niveau dat u verwacht.
Sinds 1998 industriële ervaring. Z Rapid is geen startup. Ruim 3.000 industriële 3D-printers geleverd, zeven SLM-modellen in actieve productie, internationale klantenbasis.
Bekijk onze finance-mogelijkhedenHet maandbedrag is indicatief op basis van finance. Voor een gesprek over uw configuratie en condities, plan een kennismaking.
Z Rapid SLM-portfolio · iSLM-serie & AFS poederhandling
[ 01 · Waarom Z Rapid ]
Waarom Z Rapid een ander prijspunt kan bieden.
SLM-technologie is geen recente ontwikkeling — de fysica, de optiek, de laser-engines zijn volwassen. Wat Z Rapid anders maakt, is de combinatie: een Chinese fabrikant met westers-Japanse high-tech componenten, lagere assembly-kosten en jaren productie-ervaring. Het resultaat is een SLM-platform dat doet wat westerse machines doen, voor een fractie van het prijspunt.
/ 01
Vanaf €3.000 per maand
Onze SLM-printers maken de technologie toegankelijk voor bedrijven die het anders moeten laten liggen. Westerse SLM-systemen vragen substantieel hogere maandlasten. Voor maakbedrijven die complexe onderdelen willen printen zonder zich vast te leggen op een aanzienlijke capex, is dat het verschil tussen wel of niet beginnen.
/ 02
Duits-Japanse componenten waar het telt
De kritische delen komen van gespecialiseerde westers-Japanse OEMs: IPG, SPI (laser), Raylase en Scanlab (galvo-scanners), Siemens (PLC’s en motion-control), Panasonic (servo motors en drives), Heidenhain (encoders). Chinese productie en assembly, westers-Japans hart. Dat is precies wat SLM betaalbaar maakt zonder de betrouwbaarheid op te offeren.
/ 03
Sinds 1998 in productie
Z Rapid is geen startup. Sinds 1998 actief in laser-rapid-prototyping, ruim 3.000 industriële 3D-printers geleverd, internationale klantenbasis. Zeven SLM-modellen op verschillende build-volumes en laser-configuraties — geëvolueerd portfolio, geen prototype-status.
/ 04
Open materiaal-aanpak
Compatibel met commerciële metaal-poeders — RVS, aluminium, titanium, cobalt-chroom, nickel-superlegeringen, gereedschapsstaal en koper. Geen propriëtaire spool-binding zoals bij sommige westerse leveranciers. Wat u in poeder betaalt, gaat écht het onderdeel in.
[ 02 · Productlijn ]
Vier modellen die de praktijk dekken. Van prototype tot productie.
Z Rapid's portfolio omvat zeven SLM-modellen. Voor de BENELUX-praktijk hebben wij vier configuraties geselecteerd die het brede toepassingsgebied afdekken: van onderzoek en prototyping (iSLM160) tot productie-installaties (iSLM800QN). De overige modellen (iSLM280, iSLM420D, iSLM420DN, iSLM500D, iSLM600QN) zijn op aanvraag leverbaar; wij adviseren u welke configuratie past bij uw onderdeelpakket en jaarlijks volume.
/ Model 01Entry · Single laser
iSLM160
Compact SLM · Onderzoek & prototyping
De entry-class machine in het Z Rapid SLM-portfolio. Compact, single fiber laser (200 of 500 W optie), gericht op materiaal-onderzoek, dental, kleine functionele onderdelen en opleidingsomgevingen. Compatibel met het volledige Z Rapid materialen-pakket.
Laser200 / 500 W
Klasse~160 mm
FocusResearch / Dental
Bekijk iSLM160
/ Model 02Mid · Single laser
iSLM280
Mid-volume SLM · Kleinseries & functionele parts
De mid-volume werkpaard. Single fiber laser op een grotere build-envelope (~280 mm-klasse) voor reguliere functionele onderdelen, kleinseries en mallen-inserts. Goede balans tussen build-grootte, doorlooptijd en machine-investering — vaak het startpunt voor productie-omgevingen.
Laser500 W (fiber)
Klasse~280 mm
FocusFunctional parts
Bekijk iSLM280
/ Model 03Large · Dual laser
iSLM500D
Large-surface dual-laser SLM
Dual-laser SLM op een large-surface build envelope (~500 mm-klasse). Twee fiber lasers schakelen parallel waardoor depositie-snelheid en doorzet substantieel hoger liggen dan single-laser machines — geschikt voor productie van middelgrote tot grote onderdelen of dichte parallelle batches.
LaserDual fiber
Klasse~500 mm
FocusProduction / Batches
Bekijk iSLM500D
/ Model 04Production · Quad laser
iSLM800QN
Huge-surface quad-laser productiemachine
Het topmodel: huge-surface build envelope (~800 mm-klasse) met quad-laser configuratie. Vier fiber lasers schakelen simultaan — tot 90% snelheidswinst ten opzichte van dual-laser systemen, afhankelijk van geometrie. Productie-class machine voor seriematige fabricage van grote of meerdere parallel-gebouwde onderdelen.
LaserQuad fiber
Klasse~800 mm
FocusHigh-volume production
Bekijk iSLM800QN
[ 03 · Ecosysteem ]
Machine, software en materialen uit één hand.
Z Rapid levert een one-stop-shop voor SLM: machine, pre-process software en metal powder uit een eigen productlijn — met BENELUX-routing en advies via 3DPS Industrial.
[ Software ]
Z Rapid Pro Software
Voor SLM omvat het software-pakket build-prep, nesting en machine-besturing — geintegreerd, geen externe slicer nodig voor reguliere productie.
3dLayer — pre-process / slicing
3dExplorer — preview & analyse
Nesting — build-plate optimalisatie
iSLM — control system
[ Materialen ]
Metal powder portfolio
Z Rapid SLM-machines draaien op gangbare commerciële poederlegeringen. De fabriek noemt expliciet de volgende standaard materialen:
Z Rapid is geen Westerse fabrikant — daarom levert 3DPS lokale ondersteuning voor wat normaal extra zekerheid vraagt:
DfAM-assessment voor uw onderdelenpakket
Sample-prints vóór aanschaf
Installatie en operator-training
Supply van wear-parts & consumables
Onderhoud en remote support
[ Eerlijk · Beta ]
De Z Rapid BENELUX-route is in opbouw. Sales-, service- en supply-voorwaarden zijn op moment van publicatie nog in onderhandeling. Voor concrete projecten leveren wij een persoonlijk overzicht: indicatieve machine-prijs, doorlooptijd, sample-print-mogelijkheid en wat 3DPS aanvullend regelt — gebaseerd op uw specifieke onderdeel en geplande volume. Spec-cijfers in deze pagina (build-volume-klassen, laser-aantallen) zijn afgeleid uit publieke Z Rapid productpagina's; exacte build-envelopes en parameters bevestigen wij bij offerte uit de actuele machine-datasheet.
[ 04 · Wat 3DPS doet ]
Vier stappen waar wij naast Z Rapid de praktijk-laag leveren.
Z Rapid bouwt machines, wij maken ze BENELUX-leverbaar. Dat betekent in de praktijk vier dingen voor u, op vier momenten in het traject.
/ Voor aanschaf
DfAM & sample
Wij beoordelen uw onderdeel-pakket op SLM-geschiktheid en stellen DfAM-aanpassingen voor. Voor representatieve geometrie leveren wij een sample-print zodat u dichtheid, dimensie en oppervlak in handen heeft vóór commitment.
/ Aanschaf
Configuratie-advies
Welke modelklasse, welk laser-aantal, welke materialen-startset, welke peripherals (chiller, sieving, oven)? Wij rekenen het business-scenario door, niet de verkoopfolder.
/ Roll-out
Installatie & training
Installatie ter plaatse, operator-training op uw eigen onderdelen, eerste parameter-tuning. U start met machinetijd op uw eigen productie-onderdelen, niet op een demo-cube.
/ Operationeel
Support & supply
Wear-parts, consumables en metal powder uit BENELUX-voorraad. Remote support binnen werktijd; on-site bij escalatie. Onderhoudsintervallen geïntegreerd in uw productieplanning.
[ Volgende stap ]
Past SLM bij uw onderdelen?
Stuur ons uw onderdeel-tekening of CAD-bestand. Wij beoordelen geometrie, materiaal en volume tegen wire-laser DED én powder-bed SLM, en adviseren onafhankelijk welke route financieel en technisch het meest oplevert — geen verkoopgesprek, een eerlijke vergelijking.
3DPS Industrial is officieel Meltio sales & service partner voor Nederland, België en Luxemburg. Engineering-ondersteuning vanuit Bergeijk, training door Meltio-gecertificeerde technici, snelle onderdelen-supply uit het Meltio-netwerk.
Meltio's Blue Laser Wire-LMD technologie smelt standaard lasdraad coaxiaal in een geconvergeerde laserbundel, bead-by-bead, near-net-shape, met dichtheid op forging-niveau. Eén deposition-platform, vier inzetvormen: standalone, gerobotiseerd, hybride op CNC, of als geïntegreerde cell.
Blue Laser-technologie · 1.4 kW, 9 × 450nm. Hogere energieabsorptie en bredere materiaalkeuze dan IR, koper, aluminium en gouden legeringen worden bereikbaar.
Open materiaal-ecosysteem. Standaard lasdraad Ø 0,8–1,2 mm uit elke gekwalificeerde supplier, geen vendor-lock-in, snelle BENELUX-supply.
Forging-niveau dichtheid. Closed-loop control en melt-pool-camera leveren volledig dichte onderdelen, gekwalificeerd voor industriële tooling, repair en eindgebruik.
Print twee draadmaterialen sequentieel met geautomatiseerde wire-switching. Hard-facing op een zachte basis, of compleet nieuwe legeringscombinaties, in één onderdeel, één opstelling.
/ 02
Forging-level dichtheid
Het Wire-LMD-proces produceert volledig dichte onderdelen, mechanische eigenschappen op forging-niveau, zonder de tooling-investering en levertijd van een smederij.
/ 03
Hoge materiaal-benutting
De draad wordt coaxiaal in het smeltbad gevoerd, geen overspray zoals bij poeder, minimaal verlies aan stub-ends en spatten. In de praktijk blijft het overgrote deel van de feedstock in het onderdeel.
/ 04
Near-net shape
Hoog-resolute near-net-shape onderdelen reduceren materiaalverbruik tot 90% tegenover gefreesd uit billet. Wat overblijft: lichte CNC-afwerking voor critical features.
[ 02 · Productlijn ]
Vier configuraties. Eén deposition-platform.
Of u nu standalone produceert, een bestaande CNC of robot uitbreidt, of een sleutelklare cell wilt installeren, de onderliggende Meltio Engine is hetzelfde. Wij adviseren u welke configuratie past bij úw onderdelen, uw infrastructuur en uw productieflow.
StandaloneDetailpagina · Beta
Meltio M600
Industrial Metal 3D Printer · 24/7 uptime
Standalone industriële metaalprinter met volledig inerte print-chamber, closed-loop melt-pool-control en geautomatiseerde tool-changers. Gebouwd voor onbemande 24/7-productie van metalen onderdelen tot 300 × 400 × 600 mm.
Print envelope300 × 400 × 600 mm
Laser9 × Blue diode · 1.4 kW
Lasdraad feedstockØ 0,8 – 1,2 mm
Voetafdruk1050 × 1050 × 1950 mm
Ideaal voor
Productie van middelgrote onderdelen, R&D, materiaalontwikkeling
Bekijk M600 →
Hybrid · CNCDetailpagina · Beta
Meltio Engine CNC Integration
Hybrid Additive Manufacturing · Retrofit op VMC
Bouw uw bestaande Vertical Machining Center om tot een hybride machine: deponeer en machineer in één opspanning. Ideaal voor reparatie van mallen, feature-additie op gesmede assen, en near-net-shape met directe CNC-finish, zonder het onderdeel te verplaatsen.
Print envelopeAfhankelijk van VMC
Laser9 × Blue diode · 1.4 kW
Printhead32,5 – 35 kg, naast spindel
ConfiguratiesSingle of Dual Wire
Ideaal voor
Mal-reparatie, feature-additie, hybride productie van gesmede onderdelen
Bekijk Engine CNC →
Robot · IntegratiekitDetailpagina · Beta
Meltio Engine Robot Integration
Retrofit kit voor industriële robotarmen
Een integratiekit die elke gangbare industriële robotarm, ABB, KUKA, Fanuc, Yaskawa, Siemens, omzet in een metaal-AM-systeem zonder inherente formaatbeperking. Het werkenvelop wordt alleen begrensd door de reach van uw robot. Ideaal voor cladding, hard-facing en grote geometrieën.
Print envelopeReach van robot
Laser9 × Blue diode · 1.4 kW
Printhead20,5 – 23 kg, robot-mounted
SoftwareMeltio Space (1 jaar inbegrepen)
Ideaal voor
Grote onderdelen, cladding, hard-facing op bestaande robot
Bekijk Engine Robot →
Turn-key CellDetailpagina · Beta
Meltio Robot Cell
Sleutelklare 8-assige robotische AM-cell
Een gecertificeerde, volledig omkaste robotische 3D-print-cell, direct uit de doos productieklaar. Inclusief robotarm, deposition head, positioner, controls en chiller op één geïntegreerd platform. CE-gecertificeerd, IEC 60825-1/4 laser-safe, Class 1.
Print envelopeØ 1000 × 1200 mm (positioner)
Max load500 kg op positioner
Voetafdruk4050 × 2350 × 3000 mm
CertificeringCE · Class 1 · IEC 60825
Ideaal voor
Sleutelklare productie, grote onderdelen, geen integratie-werk
Bekijk Robot Cell →
/ 05 · Maatwerk · Powered by Meltio
Geen standaard configuratie? Bouw uw eigen Meltio-systeem.
Voor toepassingen waar de standaardproducten niet passen, extreem grote werkenveloppen, on-board scheepsbouw-installaties, geautomatiseerde productiestraten, of integratie in bestaande maakomgevingen, ontwerpen wij samen met u en Meltio's engineering-team een custom installatie. 3DPS verzorgt de complete BENELUX-engineering, integratie en commissioning.
Multi-axis gantry-installaties voor onderdelen > 2 m
Containeroplossingen voor mobiele inzet (defensie, MRO)
On-board integratie op vaartuigen & offshore-platforms
Productiestraat-integratie met cobots en transport
Hardware is één component. Het draait om wat eromheen zit.
Software
Meltio Horizon & Meltio Space
3-assige slicer Horizon voor de M600. Multi-axis robot-toolpath generator Space voor Robot Cell en Engine Robot. Beide met live 3D-monitoring, sensor-timeline en parametrized profielen voor elke materiaal.
Materialen
Open lasdraad-ecosysteem
Twaalf pre-gevalideerde Meltio-materialen (RVS, tool steel, nikkel, titanium, koper, bronslegeringen, aluminium, Invar) met ready-to-use parameters in Horizon en Space — plus open platform voor commodity lasdraad. Met depositie-snelheden per materiaal op Blue 1.4 kW.
Installatie en commissioning op locatie. On-site training door Meltio-gecertificeerde engineers. Doorlopend onderhoud en spare-part-supply uit het Meltio-EU-netwerk. Eerste-lijns support binnen 4 uur, on-site binnen 48 uur.
[ 04 · 3DPS · End-to-end ]
Wij verkopen geen machine. Wij begeleiden een productieproces.
Een Meltio-installatie is een capex-investering die zich pas terugverdient als hij integreert in uw bestaande productie. Daar staat 3DPS voor, vóór, tijdens en na de aankoop.
/ Voor
Strategische consultancy
Welke Meltio-configuratie past bij uw onderdelen-portfolio? Welke ROI is realistisch? DfAM-assessment van uw kritieke parts. Antwoord binnen 5 werkdagen.
/ Aanschaf
Demo & benchmark
Print uw eigen onderdeel in onze BENELUX-demoruimte vóór aanschaf. Side-by-side benchmark tegen uw huidige proces, kosten, doorlooptijd, dichtheid, mechanische tests.
/ Roll-out
Installatie & training
Commissioning op locatie door Meltio-gecertificeerde engineers. 5-daagse operator-training voor uw team. First-print-validatie van uw eerste tien onderdelen. Documentatie in NL en EN.
/ Operationeel
Onderhoud & spare parts
Preventief onderhoudscontracten, spare-part-voorraad in Bergeijk, response binnen 4 uur via remote support. Wij blijven uw eerste contact zolang de printer draait.
[ Volgende stap ]
Welke Meltio-configuratie past bij úw onderdeel?
Stuur ons een tekening, beschrijving of foto van een typisch onderdeel uit uw productie. Binnen 5 werkdagen krijgt u een onderbouwd advies: welke Meltio-machine past, indicatieve ROI, en, als het zinvol is, een uitnodiging voor een live benchmark in onze BENELUX-demoruimte.
Meltio's Wire-LMD-proces draait op standaard gekwalificeerde lasdraad Ø 0,8–1,2 mm uit elke commercieel beschikbare bron. Geen vendor lock-in, geen propriëtaire spoelen, geen license fees. Twaalf pre-gevalideerde Meltio-materialen met ready-to-use parameters in Horizon en Space — en daarbovenop een open platform waarmee derde-partij lasdraden in productie te zetten zijn.
12
Pre-gevalideerde Meltio-materialen
>99,9%
Relatieve dichtheid (CT-scan geverifieerd)
0,8–1,2mm
Standaard lasdraad-diameter
[ 01 · Open materiaal-platform ]
Vier eigenschappen die het verschil maken met poeder.
/ 01
Proces-stabiliteit & veiligheid
Lasdraad-feedstock elimineert poeder-handling. Geen ATEX-zone, lagere HSE-risico's, snelle materiaal-wissels zonder reinigingscyclus.
/ 02
99,9% densificatie
Volledig dichte onderdelen geverifieerd door CT-scanning, gelijkwaardig aan of beter dan cast en wrought-standaarden.
/ 03
Single, Dual & Quad wire
Combineer verschillende metalen in één onderdeel. Geautomatiseerde wire-switching — ideaal voor cladding, hard-facing en bi-metallic joints.
/ 04
Open platform
Print met Meltio-validated lasdraad of met gecertificeerde derde-partij commodity-wire. Geen paid unlocking, geen license fees.
[ 02 · Depositie-snelheden ]
Elf gevalideerde legeringen, met reproduceerbare depositie-snelheid op Blue 1.4 kW.
Onderstaande snelheden zijn gemeten op de Meltio Blue Laser (1.4 kW) met de standaard hollow- of solid-bead-profielen die in Meltio Horizon en Space als default beschikbaar zijn. Deze cijfers vormen de basis voor uw business case — voor een specifieke geometrie verschuift de werkelijke depositie afhankelijk van wandstaartdikte, koeling-cycli en post-processing.
Materiaal
Max. depositie · Blue 1.4 kW
Profiel
Familie
Titanium 64Ti-6Al-4V · Grade 5
0,56kg/u
Hollow 1P
Titanium
Nickel 625Ni-Cr-Mo · Inconel 625
0,77kg/u
Hollow 2P
Nikkel
Nickel 718Ni-Cr-Fe · Inconel 718
0,83kg/u
Hollow 1P
Nikkel
RVS 308Fe-Cr-Ni · Austenitic
0,85kg/u
Hollow 1P
RVS
RVS 316LFe-Cr-Ni-Mo · Marine grade
0,85kg/u
Hollow 1P
RVS
RVS 17-4PHFe-Cr-Ni-Cu · Precipitation hardened
0,83kg/u
Hollow 1P
RVS
Mild steel ER70-SCarbon steel · Construction grade
Depositie-snelheden uit de Meltio Materials Datasheets (v8 · jan 2026), gemeten met de standaard Blue Laser 1.4 kW print-condities. Praktische depositie hangt af van geometrie, profiel-keuze, koeling-cycli en post-processing. Voor uw specifieke onderdeel adviseren wij een sample-print of een DfAM-assessment vóór aanschaf van de machine.
Naast het pre-gevalideerde Meltio-portfolio is het Wire-LMD-proces succesvol getest met een breed spectrum aan derde-partij commodity-lasdraden. Onderstaande families dekken vrijwel elk industrieel toepassingsgebied dat met traditionele las- of frees-processen draait.
/ 01Corrosie-bestendig
Roestvast staal & Duplex
316L · 308 · 17-4PH · Duplex 2507 · 307 · 309
All-round corrosie-bestendige staalsoorten met goede mechanische eigenschappen. Standaard voor procesindustrie, marine, voedselverwerking. Super Duplex 2507 voor extreme corrosie in offshore-toepassingen.
Extreme temperatuur- en corrosie-bestendigheid voor aerospace, petrochemie en energietoepassingen. Monel K500 voor scheepvaart en propelleras-toepassingen waar superieure mechanische en slijtage-eigenschappen vereist zijn.
Aerospace · Petrochemie · Energie · Defensie
/ 03Lichtgewicht
Titanium-legeringen
Ti-6Al-4V (Grade 5 & Grade 23) · Ti 5553
Ti-6Al-4V is de industrie-standaard voor aerospace en medische implantaten — hoge sterkte-massa-ratio en bio-compatibiliteit. Ti 5553 voor motorsport en defensie waar nog hogere mechanische eigenschappen vereist zijn.
Aerospace · Medisch · Defensie · Motorsport
/ 04Hard-facing
Tool steels & Hardfacing
H11 · H12 · H13 · P20 · Stellite 6 · Haynes 25
Hot-work tool steels voor mal-bouw, spuitgiet-inserts en die-casting. Stellite 6 en Haynes 25 voor hoog-slijtage cladding op kleppen, pomp-componenten en gas-turbine-onderdelen. Cobalt-bevattende lasdraden vereisen aangepaste afzuig- en PPE-procedures.
Mallenbouw · Repair · Cladding · MRO
/ 05Construction
Carbon- & mild steels
ER70-S · Carbon steel grades
Mild steel met voldoende mechanische sterkte en uitstekende ductiliteit, eenvoudig las- en bewerkbaar. Standaard voor structurele onderdelen, tooling-frames en grote near-net-shape geometrieën waar materiaalkosten doorslaggevend zijn.
Maakindustrie · Tooling · Constructie
/ 06Conductiviteit
Koper- & bronslegeringen
CuCrZr · ErCuNiAl · ERCuSi-A (Silicon Bronze)
CuCrZr voor elektrische en thermische conductiviteit — raket-verbrandingskamers, warmtewisselaars. Nikkel-aluminium-brons voor scheepspropellers en olie-recovery-pompen. Silicon bronze als interlayer voor bi-metallic joints.
Invar (FeNi36) voor low-CTE-toepassingen in lithografie, optische tooling en precisie-meetinstrumenten waar dimensionale stabiliteit over thermische cycli kritisch is. Aluminium 4046 voor lichtgewicht warmte-dispersie-componenten. Goud-legeringen voor electronics en specialty-toepassingen.
Semicon · Lithografie · Precisie-instrumenten
[ Volgende stap ]
Een specifiek materiaal in uw onderdeel?
Wij vergelijken graag uw materiaal-eis tegen het Meltio-portfolio of, als nodig, kwalificeren we een derde-partij lasdraad. Stuur ons uw materiaal-spec en geometrie — binnen 5 werkdagen ontvangt u een onderbouwd advies over technologie-keuze, parameters en indicatieve depositie-snelheid.
De vlaggenschip standalone metaalprinter van Meltio. Volledig inerte print-chamber, ingebouwd 3-assig probing-systeem, geautomatiseerde tool-changers en vooraf gekalibreerde Blue Laser deposition head. Gebouwd voor onbemande 24/7-productie van middelgrote metalen onderdelen tot 300 × 400 × 600 mm. Ideaal vlaggenschip-installatie voor maakbedrijven die metaal-AM in serie of voor R&D-iteraties willen inzetten.
300 × 400 × 600 mm print-envelope. Genoeg voor middelgrote onderdelen of een batch kleinere parts in één run.
Volledig inerte chamber, O₂ < 10 ppm. Vereist voor reactieve materialen zoals titanium en de open materiaal-bibliotheek volledig benutten.
Single, Dual of Quad wire-configuratie. Print sequentieel met tot vier verschillende lasdraden in één onderdeel, ideaal voor hard-facing of multi-material parts.
3-assig probing + zero-point clamping. Ingebouwde piezo-touch-sensor positioneert het werkstuk en de laser-head voor feature-additie of reparatie van bestaande onderdelen.
CE · IEC 60825 conformVeiligheidsklasse-conforme installatie in industriële omgeving
[ 02 · Waarom deze configuratie ]
Vier eigenschappen die de keuze maken
/ 01
Standalone productieklaar
Geen integratie-werk, geen externe robot of CNC nodig. Direct inzetbaar als productiemachine of R&D-platform, installeren, inert maken, printen.
/ 02
24/7 lights-out
Boosted feeding-systeem voor 100+ kg spools, advanced sensor-suite voor procescontrole, gesimplificeerde UI. Onbemande lange runs zonder operator-interventie.
/ 03
Reactieve materialen
Volledig inerte chamber met O₂ < 10 ppm, titanium en gevoelige legeringen zijn standaard mogelijk, niet alleen in lab-condities.
/ 04
Reparatie + nieuwbouw
Ingebouwd 3-assig probing-systeem met piezo-touch maakt feature-addition en reparatie op bestaande onderdelen mogelijk, niet alleen prints vanaf nul.
[ De M600 in actie ]
Zien hoe de M600 werkt
Een korte rondleiding door de Meltio M600, de inerte print-chamber, het Blue Laser-systeem, de wire-switching en de print-cyclus zoals die in productie draait.
[ 03 · Toepassingen ]
Waar deze configuratie zich terugverdient
Drie typische scenario's waarin deze Meltio-configuratie de juiste keuze is voor uw productie.
Toepassing 01
R&D en materiaal-ontwikkeling
Voor onderzoeksinstituten, universiteiten en R&D-afdelingen die parameter-bibliotheken willen ontwikkelen. De 3-assige Horizon-slicer en het open lasdraad-ecosysteem maken iteratie-cycli snel en kosten-efficiënt.
Universiteiten · Research · Materiaal-ontwikkeling
Toepassing 02
Middelgrote onderdelen in serie
Productie van middelgrote metalen onderdelen tot 300 × 400 × 600 mm, flenzen, brackets, near-net-shape geometrieën, in lage tot middelgrote series, zonder casting- of forging-investering.
Maakindustrie · Aerospace · Defensie
Toepassing 03
Multi-material in één onderdeel
Hard-facing op zacht substraat, koper-stalen koelelementen, bi-metallic joints. De Quad-wire optie maakt sequentiële print mogelijk van tot vier verschillende lasdraden in één opspanning.
Repair · Cladding · MRO
Materialen-portfolio & depositie-snelheden
Twaalf pre-gevalideerde Meltio-materialen met ready-to-use parameters en plus open platform voor derde-partij commodity-lasdraad. Bekijk de complete depositie-tabel op Blue 1.4 kW per legering.
Print uw eigen onderdeel in onze BENELUX-demoruimte vóór aanschaf. Side-by-side met uw huidige proces, kosten, doorlooptijd, mechanische tests.
/ Aanschaf
Installatie
Commissioning op locatie door Meltio-gecertificeerde engineers. Inert chamber-validatie, eerste-print-controle, full system-integration met uw machinehal.
/ Roll-out
Operator-training
5-daagse training voor 2–4 operators. Praktijkgerichte sessies in NL of EN, met validatie-prints van uw eerste tien onderdelen.
/ Operationeel
Onderhoud & spares
Preventief onderhoudscontracten, spare-part-voorraad in Bergeijk, response binnen 4 uur via remote support. Wij blijven uw eerste contact.
[ Volgende stap ]
Klaar om M600 in uw productie te zetten?
Stuur een tekening of beschrijving van een typisch onderdeel uit uw productie. Binnen 5 werkdagen krijgt u een onderbouwd advies, inclusief indicatieve ROI en, als zinvol, een uitnodiging voor een live benchmark in onze BENELUX-demoruimte.
Engine CNC Integration. Hybride manufacturing op uw bestaande VMC.
Een retrofit-kit die uw bestaande Vertical Machining Center omzet in een hybride machine. Deponeer near-net-shape geometrie en machineer in dezelfde opspanning, geen herpositionering, geen tweede opspanning, geen toleranties die door re-fixturing wegvallen. Ideaal voor mal-reparatie, feature-additie op gesmede assen, en hybride productie waar near-net-shape direct overgaat in CNC-finish.
Werkenvelop = capaciteit van uw VMC. Geen inherente formaat-limiet, alles wat in uw machine past, kan worden geprint.
Print en machineer in één opspanning. Geen herpositionering tussen processen, geen tolerantie-verlies door re-fixturing, geen extra clamping.
Printhead 32,5 – 35 kg, naast spindel. Compacte montage naast bestaande spindel, geen impact op normale CNC-functies.
Single of Dual Wire. Multi-material toepassingen mogelijk, Inconel-cladding op staal, of hardingsfaces op zachte substraten.
17" touchscreen naast CNC-controllerAparte UI voor depositie-cyclus · CNC-controles ongewijzigd
Certificering
CE · IEC 60825 conformVoldoet aan veiligheidsklasse-eisen voor machinehal-installatie
[ 02 · Waarom deze configuratie ]
Vier eigenschappen die de keuze maken
/ 01
Geen losse machine
U koopt niet een tweede machine erbij, u upgrade uw bestaande VMC. Geen extra voetafdruk in de hal, geen extra operator, geen tweede stroomvoorziening.
/ 02
Print + machine, één opspanning
Voor onderdelen die zowel near-net-shape als CNC-finish nodig hebben, is dit fundamenteel sneller en preciezer dan twee aparte opspanningen op aparte machines.
/ 03
Mal-reparatie zonder demontage
Cavity-cladding op spuitgietmallen of feature-addition op grote gesmede onderdelen, direct in uw bestaande VMC, geen transport naar een aparte AM-machine.
/ 04
Lage drempel-investering
De goedkoopste route naar industriële metaal-AM voor een bedrijf dat al een VMC heeft. ROI berekend op uw bestaande machine-uren.
[ De Engine CNC in actie ]
Zien hoe de Engine CNC werkt
De Meltio Engine geïntegreerd op een Vertical Machining Center, deponeren en machineren in één opspanning, zonder herpositionering of tolerantieverlies.
[ 03 · Toepassingen ]
Waar deze configuratie zich terugverdient
Drie typische scenario's waarin deze Meltio-configuratie de juiste keuze is voor uw productie.
Toepassing 01
Mal-reparatie en cavity-cladding
Spuitgietmallen, matrijzen voor warmverformen, en die-casting tools met thermische slijtage. Cladding met H13 of vergelijkbare tool steel direct in uw VMC, gevolgd door precision-finishing tot originele tolerantie.
Mallenbouw · Tooling · Automotive
Toepassing 02
Hybride productie van gesmede onderdelen
Voeg complexe geometrie of features toe aan een gesmede as of basis-billet, geometrie die conventioneel niet maakbaar is. Wire-laser deponeert, CNC machineert, in één opspanning.
Aerospace · Heavy industry · Energie
Toepassing 03
Feature-additie op bestaande onderdelen
Mounting-features, sensor-brackets, lasdraad-features op bestaande frames of structurele onderdelen. Geen demontage van de installatie nodig, alleen het te bewerken onderdeel hoeft naar de VMC.
Repair · MRO · Maakindustrie
Materialen-portfolio & depositie-snelheden
Twaalf pre-gevalideerde Meltio-materialen met ready-to-use parameters en plus open platform voor derde-partij commodity-lasdraad. Bekijk de complete depositie-tabel op Blue 1.4 kW per legering.
Vóór aanschaf bezoeken wij uw fabriek en evalueren of uw bestaande VMC technisch geschikt is voor de retrofit. Geen verkooppraatje als het niet past.
/ Aanschaf
Integratie & commissioning
Mechanische montage van de printhead op uw VMC, software-integratie, M-code mapping naar uw CNC-controller, en eerste hybride print-validatie.
/ Roll-out
Hybride training
5-daagse training waarin uw operators leren switchen tussen depositie en CNC binnen één opspanning. Software Partners-stack inbegrepen.
/ Operationeel
Onderhoud + draadleveringen
Preventief onderhoud van zowel de printhead als de feeders, plus standaard lasdraad-leveringen uit BENELUX-voorraad. Spares binnen 48 uur.
[ Volgende stap ]
Klaar om Engine CNC in uw productie te zetten?
Stuur een tekening of beschrijving van een typisch onderdeel uit uw productie. Binnen 5 werkdagen krijgt u een onderbouwd advies, inclusief indicatieve ROI en, als zinvol, een uitnodiging voor een live benchmark in onze BENELUX-demoruimte.
/ Meltio · Wire-Laser Metal DepositionEngine Robot
Engine Robot Integration. Geen formaat-limiet op uw bestaande robot.
Een integratiekit die elke gangbare industriële robotarm, ABB, KUKA, Fanuc, Yaskawa, Siemens, omzet in een metaal-AM-systeem. De werkenvelop wordt alleen begrensd door de reach van uw robot, niet door een chamber. Ideaal voor cladding, hard-facing en grote geometrieën die een M600 of een SLM-machine niet aankunnen. Bovendien plug-and-play voor robotmounting op een gantry voor onderdelen van meerdere meters.
Werkenvelop = reach van uw robot. Geen chamber-limiet, geen formaat-restrictie. Op een 6-assige robotarm of langer op een gantry, meters mogelijk.
Compatibel met alle gangbare robot-merken. ABB, KUKA, Fanuc, Yaskawa, Siemens, gevalideerde integraties beschikbaar.
Printhead 20,5 – 23 kg, robot-mounted. Lichter dan de CNC-variant, geoptimaliseerd voor robot-tip-load met behoud van Blue Laser 1.4 kW.
Meltio Space slicer · 1 jaar inbegrepen. Multi-axis toolpath-generator gespecialiseerd voor robot-integraties met simulatie en collision-detection.
CE · IEC 60825 conform integratieEindgebruiker verantwoordelijk voor cell-safety in eigen omgeving
[ 02 · Waarom deze configuratie ]
Vier eigenschappen die de keuze maken
/ 01
Geen formaat-limiet
Onderdelen die in M600 of SLM-machines fysiek niet passen, worden hier wel maakbaar. Op een gantry zijn parts van meerdere meters realistisch.
/ 02
Cladding op grote geometrie
Repair en cladding van componenten die te groot zijn om naar een AM-machine te brengen, bearings van meters, scheepsbouw-onderdelen, civiele staalconstructies.
/ 03
Bestaande robot-investering
Heeft u al een industriële robot in uw productie? De Engine Robot kit benut die investering, geen tweede machine, geen extra voetafdruk.
/ 04
Plug-and-play software
Meltio Space (1 jaar inbegrepen) is een multi-axis toolpath generator gespecialiseerd voor robot-integraties, simulatie, collision-detection, en post-processor voor uw specifieke robot-merk.
[ De Engine Robot in actie ]
Zien hoe de Engine Robot werkt
De Meltio Engine geïntegreerd op een industriële robotarm, multi-axis depositiepaden, near-net-shape opbouw en de flexibiliteit van een gerobotiseerd cell-platform in productie.
[ 03 · Toepassingen ]
Waar deze configuratie zich terugverdient
Drie typische scenario's waarin deze Meltio-configuratie de juiste keuze is voor uw productie.
Toepassing 01
Cladding op grote bearings en assen
White metal (babbitt) cladding of CRA-cladding op industriële bearings, propelleras-segmenten, of grote hydraulische cilinders. Een use case waar Eurobearings (IT) hun lead time met 50% reduceerde via een KUKA + Engine Robot setup.
Heavy industry · Marine · Energie
Toepassing 02
Grote structurele onderdelen
Wing-spars, structurele aerospace-componenten, civiele staalconstructies, geometrieën die in een chamber simpelweg niet passen. Op een gantry-mounted robot worden onderdelen van meters mogelijk.
Aerospace · Civiel · Defensie
Toepassing 03
Hard-facing in productie
Hard-facing-cladding op kleppenzittingen, snijgereedschap, drilling-tools, toepassingen waar hoge depositie-snelheid en multi-material-flexibiliteit doorslaggevend zijn.
Olie & Gas · Mijnbouw · Tooling
Materialen-portfolio & depositie-snelheden
Twaalf pre-gevalideerde Meltio-materialen met ready-to-use parameters en plus open platform voor derde-partij commodity-lasdraad. Bekijk de complete depositie-tabel op Blue 1.4 kW per legering.
Vóór aanschaf evalueren wij uw bestaande robot-installatie, merk, payload, reach, controller-versie. Geen integratie als de basis niet klopt.
/ Aanschaf
Cell-design & integratie
Wij ontwerpen samen met u een veilige cell-opstelling: shroud-systeem, gas-supply, feeder-positionering, plus de mechanische en software-integratie.
/ Roll-out
Multi-axis training
5-daagse training inclusief Meltio Space toolpath-generation, robot-programmering, en multi-axis printing-strategieën voor uw specifieke onderdelen.
/ Operationeel
Onderhoud + Space-licentie
Preventief onderhoud van de printhead en feeders, plus jaarlijkse vernieuwing van de Meltio Space-licentie. Spares binnen 48 uur.
[ Volgende stap ]
Klaar om Engine Robot in uw productie te zetten?
Stuur een tekening of beschrijving van een typisch onderdeel uit uw productie. Binnen 5 werkdagen krijgt u een onderbouwd advies, inclusief indicatieve ROI en, als zinvol, een uitnodiging voor een live benchmark in onze BENELUX-demoruimte.
Een gecertificeerde, volledig omkaste robotische 3D-print-cell, direct uit de doos productieklaar. Inclusief 6-assige robot-arm, deposition head, 2-assige positioner (Ø 1000 × 1200 mm, max 500 kg), controls en chiller op één geïntegreerd platform. CE-gecertificeerd, IEC 60825-1/4 laser-safe Class 1. Ideaal voor maakbedrijven die de Engine Robot-flexibiliteit willen, zonder zelf een veilige cell te hoeven ontwerpen en certificeren.
8-assige depositie (6-as robot + 2-as positioner). Volledige geometrische vrijheid binnen de cell-envelop · Ø 1000 × 1200 mm op de positioner.
500 kg max load op de positioner. Zware onderdelen, multi-part fixtures en repair-werkstukken passen direct.
CE · Class 1 · IEC 60825 gecertificeerd. Geen aparte cell-certificering door uw veiligheidsdienst nodig, direct toelaatbaar in een productiehal.
Geen integratie-werk vereist. Eén leveringsproject, één installatie-cyclus, één commissioning-traject.
[ Beta · Eerlijk ] Deze detailpagina is opgesteld op basis van publieke Meltio-datasheets en de algemene cell-specificaties. Voor projecten waarin de Robot Cell concreet in beeld komt, verzorgen wij een persoonlijk overzicht met BENELUX-specifieke leverings- en onderhoudscondities.
[ 01 · Specificaties ]
Technische specificaties
/ Print-systeem
Print-envelope
Ø 1000 × 1200 mm (positioner)Werkenvelop binnen cell-omhulling · 6-as robot + 2-as positioner = 8 vrijheidsgraden
Lasersysteem
9 × Blue diode · 1.4 kW450 nm wavelength · fiber-free deposition head identiek aan M600
CE · Class 1 · IEC 60825-1/4Laser-safe certificeerd · direct toelaatbaar in productiehal zonder aparte safety-zone
[ 02 · Waarom deze configuratie ]
Vier eigenschappen die de keuze maken
/ 01
Eén leverancier, één project
Geen multi-vendor integratie van robot, depositiekop, positioner en controls. 3DPS levert het hele platform als één project, met één commissioning-traject.
/ 02
Direct in productie inzetbaar
CE-gecertificeerd Class 1 laser-safe. Geen aparte safety-cell ontwerp door uw veiligheidsdienst, geen lokale risk-assessment. De cell is plant-floor ready.
/ 03
Zware werkstukken
De 2-assige positioner draagt 500 kg en is groot genoeg voor scheepsbouw-flenzen, grote bearings of multi-part fixtures. 8-assige depositie-vrijheid op zware parts.
/ 04
Schaalbaar naar 24/7
Geconfigureerd voor onbemande productiecycli, sensor-suite, fault-recovery, lange-run feedstock-management. Voor maakbedrijven die metaal-AM willen industrialiseren.
[ De Robot Cell in actie ]
Zien hoe de Robot Cell werkt
Een sleutelklare 8-assige robotische AM-cell, volledig omkast, CE-gecertificeerd, direct uit de doos productieklaar. Bekijk de cell in productie: de robotarm, het positioner-systeem en de geïntegreerde controls.
[ 03 · Toepassingen ]
Waar deze configuratie zich terugverdient
Drie typische scenario's waarin deze Meltio-configuratie de juiste keuze is voor uw productie.
Toepassing 01
Sleutelklare productie-installatie
Maakbedrijven die metaal-AM willen industrialiseren maar niet zelf een robotische cell willen ontwerpen, certificeren en integreren. Aan-uit-knop, productie binnen weken na levering.
Maakindustrie · Aerospace · Defensie
Toepassing 02
Grote en zware repair-werkstukken
Reparatie en cladding van scheepsbouw-flenzen, propelleras-segmenten, grote bearings, hydraulische cilinders. De positioner draagt het werkstuk, de robot brengt de Blue Laser overal.
Marine · Heavy industry · MRO
Toepassing 03
Productie van complexe geometrie
Onderdelen waar 8-assige depositie-vrijheid voordeel oplevert tegenover de 3-assige M600, overhangs zonder support, complexe wand-geometrie, multi-part runs op één positioner.
Aerospace · Energie · Tooling
Materialen-portfolio & depositie-snelheden
Twaalf pre-gevalideerde Meltio-materialen met ready-to-use parameters en plus open platform voor derde-partij commodity-lasdraad. Bekijk de complete depositie-tabel op Blue 1.4 kW per legering.
Volledig leveringsproject inclusief installatie en eerste-print-validatie door Meltio-gecertificeerde engineers. Cell wordt op locatie ingedraaid en gevalideerd.
/ Roll-out
Operator-training
5-daagse training waarin uw operators leren met de 8-assige cell te werken, Meltio Space toolpath-generation, positioner-strategieën, multi-axis printing.
/ Operationeel
Onderhoud + spares
Preventief onderhoud van robot, head en positioner. Spare-part-voorraad in Bergeijk, response binnen 4 uur via remote support, on-site binnen 48 uur.
[ Volgende stap ]
Klaar om Robot Cell in uw productie te zetten?
Stuur een tekening of beschrijving van een typisch onderdeel uit uw productie. Binnen 5 werkdagen krijgt u een onderbouwd advies, inclusief indicatieve ROI en, als zinvol, een uitnodiging voor een live benchmark in onze BENELUX-demoruimte.
Z Rapid iSLM160. Compact SLM-platform voor onderzoek en kleine onderdelen.
De entry-class machine in het Z Rapid SLM-portfolio. Compacte build-envelope van 160 × 160 × 200 mm, single fiber laser (200 of 500 W), industriële controle-software. Bedoeld voor universiteiten, onderzoeksinstituten, dental-toepassingen en maakbedrijven die SLM willen verkennen op kleine functionele onderdelen, zonder de capex van een productie-class machine.
Compacte voetafdruk · 1,10 × 1,28 × 1,85 m. Past in een lab of kleine werkplaats, geen industriële machinehal vereist.
Build envelope 160 × 160 × 200 mm. Genoeg voor functionele test-onderdelen, dental-implantaten, parameter-onderzoek en kleine prototypes.
Single fiber laser · 200 of 500 W. Voldoende vermogen voor alle gangbare metaal-poeders in het Z Rapid materialen-portfolio.
Volledig Z Rapid ecosysteem. Compatibel met de 3dLayer slicer, iSLM control software en het complete metal-powder portfolio (316L, AlSi10Mg, TC4, MP1, MS1, koper).
Specificaties afgeleid uit publieke Z Rapid productpagina's. Voor een offerte met BENELUX-condities, installatie, training, onderhoud, sample-print, adviseren wij een persoonlijk gesprek. Exacte parameters en configuratie-opties bevestigen wij op basis van de actuele fabriek-datasheet.
Drie typische scenario's waarin deze Z Rapid-configuratie de juiste keuze is voor uw productie.
Toepassing 01
Onderzoek & onderwijs
Universiteiten, hogescholen en R&D-labs gebruiken de iSLM160 voor parameter-studies, materiaal-validatie en student-projecten. Compacte voetafdruk maakt installatie in een lab haalbaar zonder industriële infrastructuur.
Universiteiten · Onderzoek · Dental-research
Toepassing 02
Dental & kleine implantaten
Crowns, brugwerk en kleine orthopedische implantaten worden in Co-Cr en titanium geprint binnen de 160-mm-envelope. Patient-specifieke geometrie zonder spuitgiet-mal of casting-traject.
Dental · Medical · Orthopedie
Toepassing 03
Functionele prototypes
Maakbedrijven en designstudio's gebruiken de iSLM160 voor proof-of-concept-onderdelen, werkende metalen prototypes voor klantvalidatie of mechanische test, vóór commit op productie-volume.
Prototyping · Engineering · Product-ontwikkeling
[ 03 · 3DPS · BENELUX-route ]
Wat 3DPS voor iSLM160-klanten doet
/ Voor aanschaf
DfAM & sample-print
Wij beoordelen uw onderdelen op SLM-geschiktheid en stellen DfAM-aanpassingen voor. Voor representatieve geometrie kunnen wij een sample-print arrangeren zodat u dichtheid, dimensie en oppervlak in handen heeft vóór commitment.
/ Aanschaf
Configuratie-advies
Welke laser-configuratie, welke materialen-startset, welke peripherals (chiller, sieving, oven, beschermgas)? Wij rekenen het business-scenario door op uw onderdelen-mix en geplande volume.
/ Roll-out
Installatie & training
Installatie ter plaatse, operator-training op uw eigen onderdelen, eerste parameter-tuning. U start met machinetijd op uw productie-onderdelen, niet op een demo-cube.
/ Operationeel
Support & supply
Wear-parts, consumables en metal powder uit BENELUX-voorraad. Remote support binnen werktijd; on-site bij escalatie. Onderhoudsintervallen geïntegreerd in uw productieplanning.
[ Volgende stap ]
Past iSLM160 bij uw onderdelen?
Stuur ons uw onderdeel-tekening of CAD-bestand. Wij beoordelen geometrie, materiaal en volume tegen SLM én tegen wire-laser DED, en adviseren onafhankelijk welke route technisch en economisch het meest oplevert, geen verkoopgesprek, een eerlijke vergelijking.
Z Rapid iSLM280. Mid-volume werkpaard voor functionele productie.
Het mid-volume model in het Z Rapid SLM-portfolio. Build-envelope van 280 × 280 × 350 mm, single of dual fiber laser (500 W of 500 W × 2), industriële machine-class. Vaak het startpunt voor maakbedrijven die SLM productie-matig willen inzetten, kleinseries, mold inserts, near-net-shape parts en functionele componenten in titanium, RVS of aluminium.
Build envelope 280 × 280 × 350 mm. Voldoende voor middelgrote functionele onderdelen, mold inserts of een batch kleinere parts in één run.
Single of dual laser-optie. 500 W standalone of 500 W × 2 voor parallelle scanning, depositie-doorzet verdubbelt op grote oppervlakken.
Industriële machine-class. Voetafdruk 1,75 × 1,40 × 2,20 m, ~1800 kg, 3-fase voeding, gemaakt voor continue productie in een gewone machinehal.
Bewezen in productie. iSLM280 is reeds in serie-productie ingezet voor parts zoals water-cooling radiatoren en heat exchangers in aluminium-legeringen.
Specificaties afgeleid uit publieke Z Rapid productpagina's. Voor een offerte met BENELUX-condities, installatie, training, onderhoud, sample-print, adviseren wij een persoonlijk gesprek. Exacte parameters en configuratie-opties bevestigen wij op basis van de actuele fabriek-datasheet.
Drie typische scenario's waarin deze Z Rapid-configuratie de juiste keuze is voor uw productie.
Toepassing 01
Kleinseries & functionele parts
Brackets, flenzen, sensorhuizen en near-net-shape onderdelen in RVS of aluminium, lage tot middelgrote series zonder casting- of forging-traject. Doorlooptijd van CAD tot werkend onderdeel in dagen, niet weken.
Maakindustrie · Engineering · Kleinseries
Toepassing 02
Mold inserts & koeling
Spuitgiet-inserts in gereedschapsstaal (MS1) met conformal cooling channels die niet freesbaar zijn. Cyclustijd-reductie en betere onderdeel-kwaliteit voor mold-makers en kunststof-spuitgieters.
Tooling · Mold-making · Spuitgiet-inserts
Toepassing 03
Heat exchangers & koel-componenten
Aluminium heat exchangers en water-cooling radiatoren met interne kanalen die niet conventioneel maakbaar zijn. Hoge oppervlakte-tot-volume verhouding voor maximale warmteoverdracht.
Wij beoordelen uw onderdelen op SLM-geschiktheid en stellen DfAM-aanpassingen voor. Voor representatieve geometrie kunnen wij een sample-print arrangeren zodat u dichtheid, dimensie en oppervlak in handen heeft vóór commitment.
/ Aanschaf
Configuratie-advies
Welke laser-configuratie, welke materialen-startset, welke peripherals (chiller, sieving, oven, beschermgas)? Wij rekenen het business-scenario door op uw onderdelen-mix en geplande volume.
/ Roll-out
Installatie & training
Installatie ter plaatse, operator-training op uw eigen onderdelen, eerste parameter-tuning. U start met machinetijd op uw productie-onderdelen, niet op een demo-cube.
/ Operationeel
Support & supply
Wear-parts, consumables en metal powder uit BENELUX-voorraad. Remote support binnen werktijd; on-site bij escalatie. Onderhoudsintervallen geïntegreerd in uw productieplanning.
[ Volgende stap ]
Past iSLM280 bij uw onderdelen?
Stuur ons uw onderdeel-tekening of CAD-bestand. Wij beoordelen geometrie, materiaal en volume tegen SLM én tegen wire-laser DED, en adviseren onafhankelijk welke route technisch en economisch het meest oplevert, geen verkoopgesprek, een eerlijke vergelijking.
Z Rapid iSLM500D. Dual-laser productie op large-surface build.
Large-surface SLM-machine met dual fiber laser-configuratie. Build-envelope 500 × 400 × 900 mm (~160 liter), 2 × 500 W fiber lasers met dual high-speed galvanometers voor parallelle scanning. Bedoeld voor productie van middelgrote tot grote onderdelen of dichte parallelle batches in RVS, aluminium, titanium, nickel-legeringen of koper. Doorzet substantieel hoger dan single-laser systemen, geschikt voor seriematige fabricage.
Build envelope 500 × 400 × 900 mm. ~160 liter build vat, middelgrote onderdelen of dichte parallelle batches in één run, tot 300 kg materiaal per build.
Dual fiber laser · 2 × 500 W. Twee high-speed galvanometers schakelen parallel, depositie-doorzet substantieel hoger dan single-laser machines.
Reference build-snelheid 15-60 cm³/uur. Materiaal- en geometrie-afhankelijk, gebaseerd op aanbevolen scan-snelheid 4,0 m/s.
Beschermgas-systeem voor reactieve metalen. N₂ of Argon met intelligente flow-control en hoge-efficiëntie dust-extraction. Argon vereist voor titanium-poeders.
Specificaties afgeleid uit publieke Z Rapid productpagina's. Voor een offerte met BENELUX-condities, installatie, training, onderhoud, sample-print, adviseren wij een persoonlijk gesprek. Exacte parameters en configuratie-opties bevestigen wij op basis van de actuele fabriek-datasheet.
Drie typische scenario's waarin deze Z Rapid-configuratie de juiste keuze is voor uw productie.
Toepassing 01
Productie van grote onderdelen
Aerospace brackets, behuizingen, structurele componenten en near-net-shape parts tot 500 × 400 × 900 mm. Eén machine vervangt meerdere productie-stappen, printen, post-process, eindbewerking. Geen casting-mal of forging-traject nodig.
Aerospace · Defensie · Engineering parts
Toepassing 02
Dichte parallelle batches
Nesting van tientallen of honderden kleinere onderdelen op één build-plate. De 500 × 400 mm grondoppervlakte combineert met dual-laser scanning voor doorzet die alleen single-laser machines op kleinere oppervlakken halen.
Mass customization · Serie-productie · Medical implants
Toepassing 03
Materiaal-validatie op productie-schaal
Voor klanten die nieuwe legeringen of parameter-sets willen valideren onder representatieve productie-condities, niet op een research-machine. Build-vat van 160 liter laat statistische testseries toe.
R&D · Materiaal-ontwikkeling · Process validation
[ 03 · 3DPS · BENELUX-route ]
Wat 3DPS voor iSLM500D-klanten doet
/ Voor aanschaf
DfAM & sample-print
Wij beoordelen uw onderdelen op SLM-geschiktheid en stellen DfAM-aanpassingen voor. Voor representatieve geometrie kunnen wij een sample-print arrangeren zodat u dichtheid, dimensie en oppervlak in handen heeft vóór commitment.
/ Aanschaf
Configuratie-advies
Welke laser-configuratie, welke materialen-startset, welke peripherals (chiller, sieving, oven, beschermgas)? Wij rekenen het business-scenario door op uw onderdelen-mix en geplande volume.
/ Roll-out
Installatie & training
Installatie ter plaatse, operator-training op uw eigen onderdelen, eerste parameter-tuning. U start met machinetijd op uw productie-onderdelen, niet op een demo-cube.
/ Operationeel
Support & supply
Wear-parts, consumables en metal powder uit BENELUX-voorraad. Remote support binnen werktijd; on-site bij escalatie. Onderhoudsintervallen geïntegreerd in uw productieplanning.
[ Volgende stap ]
Past iSLM500D bij uw onderdelen?
Stuur ons uw onderdeel-tekening of CAD-bestand. Wij beoordelen geometrie, materiaal en volume tegen SLM én tegen wire-laser DED, en adviseren onafhankelijk welke route technisch en economisch het meest oplevert, geen verkoopgesprek, een eerlijke vergelijking.
Z Rapid iSLM800QN. Quad-laser productie op huge-surface schaal.
Het topmodel in het Z Rapid SLM-portfolio. Huge-surface build-envelope 800 × 700 × 1000 mm (~500 liter), quad fiber laser-configuratie met vier high-speed galvanometers (500 W of 1000 W per laser). Productie-class machine voor seriematige fabricage van grote onderdelen of meerdere parallel-gebouwde parts. Voor maakbedrijven die SLM op industriële schaal willen inzetten, aerospace structures, energie-componenten, defensie-onderdelen.
Huge-surface build envelope 800 × 700 × 1000 mm. ~500 liter, onderdelen die op andere SLM-machines niet in één stuk te printen zijn, of grote batches in één build.
Quad fiber laser · 4 × 500 W of 4 × 1000 W. Vier galvanometers schakelen simultaan, substantiële snelheidswinst ten opzichte van dual- of single-laser systemen, afhankelijk van geometrie.
Dropping-type circulating powder supply. Geautomatiseerde poederhandling met circulating recovery, onbemande lange runs zonder operator-interventie voor poederbijvulling.
Industriële productie-machine. 3,15 × 2,55 × 3,95 m, ~12.000 kg, 380 V 3-fase, vereist een industriële machinehal met geschikte vloer en stroomvoorziening.
Specificaties afgeleid uit publieke Z Rapid productpagina's. Voor een offerte met BENELUX-condities, installatie, training, onderhoud, sample-print, adviseren wij een persoonlijk gesprek. Exacte parameters en configuratie-opties bevestigen wij op basis van de actuele fabriek-datasheet.
Drie typische scenario's waarin deze Z Rapid-configuratie de juiste keuze is voor uw productie.
Toepassing 01
Grote aerospace & defensie-onderdelen
Structurele aerospace componenten, raket-onderdelen, defensie-modules in titanium of nickel-legeringen die alleen op huge-surface SLM in één stuk te printen zijn. Vervangt multi-piece fabricage of casting met aansluitende machining.
Aerospace · Defensie · Space
Toepassing 02
Energie & turbine-componenten
Turbinebladen, warmtewisselaar-secties en complexe stromingsgeometrie in nickel-superlegeringen of koper. Quad-laser doorzet maakt seriematige productie van energy-sector componenten haalbaar.
Energie · Turbines · Olie & gas
Toepassing 03
Seriematige industriële productie
Voor maakbedrijven die SLM willen schalen naar honderden of duizenden onderdelen per jaar. Quad-laser configuratie verhoogt machine-uitnutting en verlaagt cost-per-part substantieel, productie-economisch concurrentievermogen met andere AM-technologieën.
Serial production · High volume · Industrial AM
[ 03 · 3DPS · BENELUX-route ]
Wat 3DPS voor iSLM800QN-klanten doet
/ Voor aanschaf
DfAM & sample-print
Wij beoordelen uw onderdelen op SLM-geschiktheid en stellen DfAM-aanpassingen voor. Voor representatieve geometrie kunnen wij een sample-print arrangeren zodat u dichtheid, dimensie en oppervlak in handen heeft vóór commitment.
/ Aanschaf
Configuratie-advies
Welke laser-configuratie, welke materialen-startset, welke peripherals (chiller, sieving, oven, beschermgas)? Wij rekenen het business-scenario door op uw onderdelen-mix en geplande volume.
/ Roll-out
Installatie & training
Installatie ter plaatse, operator-training op uw eigen onderdelen, eerste parameter-tuning. U start met machinetijd op uw productie-onderdelen, niet op een demo-cube.
/ Operationeel
Support & supply
Wear-parts, consumables en metal powder uit BENELUX-voorraad. Remote support binnen werktijd; on-site bij escalatie. Onderhoudsintervallen geïntegreerd in uw productieplanning.
[ Volgende stap ]
Past iSLM800QN bij uw onderdelen?
Stuur ons uw onderdeel-tekening of CAD-bestand. Wij beoordelen geometrie, materiaal en volume tegen SLM én tegen wire-laser DED, en adviseren onafhankelijk welke route technisch en economisch het meest oplevert, geen verkoopgesprek, een eerlijke vergelijking.
/ SLM · Laser Powder Bed FusionMaterialen-portfolio
Het breedste SLM-materialen-portfolio op één machine-platform.
Zeven legering-families, ruim twintig pre-gevalideerde alloys met production-ready parameters. Plus open architectuur voor eigen materialen — uw R&D-team kan parameters fine-tunen of nieuwe alloys kwalificeren zonder gesloten ecosysteem.
7 alloy-families. Aluminium, staal, titanium, nikkel, kobalt-chroom, koper en niobium — van prototyping tot serial production.
Pre-gevalideerde parameters. Precision · Prime · Productivity · Productivity+ — vier modi per legering, in plaats van één compromis-instelling.
Open architectuur. Uw eigen parameter-sets ontwikkelen en eigendom houden. Geen vendor-lock-in op poeder-sourcing of process-IP.
3DPS BENELUX-supply chain. Powder-sourcing, certificaten en lifecycle-tracking — wij verzorgen de complete poederlogistiek voor uw productie.
Een overzicht van wat wij op SLM-platforms kunnen produceren: pre-gevalideerde parameter-sets beschikbaar voor elk genoemd platform. Custom alloys en niet-gevalideerde legeringen mogelijk via open architectuur — neem contact op voor een feasibility-traject.
Legering
Toepassing
Sterkte punten
Platforms
/ Aluminium
AlSi10MgEN AC-43000
Lichtgewicht housings, functional prototypes, brackets, heat-exchangers, lichtere structuren in auto en aerospace.
Goede sterkte-gewicht-ratio, lasbaar, corrosiebestendig in vochtige omgevingen.
SLM®280 · SLM®500 · NXG
AlSi7Mg0.6A357 / F357
Aerospace-structuren, automotive performance-parts. Beryllium-vrij alternatief voor klassieke giet-aluminium.
Hogere ductiliteit dan AlSi10Mg, betere strain-tolerantie, geschikt voor warmtebehandeling T6.
SLM®280 · SLM®500 · NXG
Scalmalloy®Al-Mg-Sc-Zr
High-performance aerospace en motorsport — onderdelen waar Ti6Al4V-stijfheid wordt gevraagd op aluminium-gewicht.
Specifieke sterkte vergelijkbaar met Ti6Al4V, ontworpen specifiek voor SLM-proces. Hoogwaardig.
SLM®280 · SLM®500 · NXG
Aheadd® CP1Al-Fe-Zr · Constellium
Thermal management, structurele auto/motorsport-parts, marine. Combineert sterkte met conductiviteit.
Hoge thermische geleiding, lage anisotropie, anodiseerbaar, goede oppervlakte-afwerking.
SLM®280 · SLM®500 · NXG
/ Staal & Tool steel
316L1.4404 · Austenitisch RVS
Functionele onderdelen, tooling, medische devices, fluid-handling, marine. Werkpaard van SLM-portfolio.
Uitstekende corrosiebestendigheid (chloride), goede ductiliteit en lasbaarheid.
SLM®280 · SLM®500 · NXG
17-4 PH1.4542 · Precipitatie-hardend
High-strength functional parts, tooling, automotive. Klassiek RVS dat hoge hardheid bereikt via aging-treatment.
Hoge sterkte na warmtebehandeling, goede corrosiebestendigheid, magnetisch.
SLM®280 · SLM®500
H131.2344 · Tool steel
Spuitgietmatrijzen, persgereedschap, drukgietmatrijzen — toepassingen waar hoge temperatuur en thermische cycling spelen.
Uitzonderlijke sterkte en taaiheid bij verhoogde temperatuur, geschikt voor conformal cooling channels.
SLM®280 · SLM®500
M789Maraging steel · cobalt-vrij
High-precision tooling, mold-inserts. Modern alternatief voor 1.2709 zonder de kobalt-exposure.
Hoge sterkte en hardheid na simpel age-hardening, corrosiebestendig, AM-geoptimaliseerd.
SLM®280 · SLM®500
Invar® 361.3912 · 36% Ni-Fe
Maatvoering-kritische onderdelen waar thermische uitzetting minimaal moet zijn — meetapparatuur, optische mounts, mallen voor composiet.
Extreem lage thermische uitzettingscoëfficiënt onder 280 °C.
SLM®280 · SLM®500
1.4828Hittebestendig RVS
Hoge-temperatuur load-bearing components in ovens, machines, automotive exhaust-systemen.
Hoge sterkte plus scale-resistant tot 1000 °C — uitzonderlijk voor SLM-staal.
SLM®280 · SLM®500
/ Titanium
Ti6Al4V Grade 53.7164 · Al-V titanium
Aerospace structuren, medische implantaten, motorsport. De referentie-titanium-legering voor lichte high-strength toepassingen.
NASA-ontwikkelde alloy specifiek voor hete extreme-heat-flux toepassingen, betere creep dan CuCrZr.
SLM®500 · NXG
/ Niobium
C-103Nb-10Hf-1Ti
Rocket-propulsie nozzles, hypersonic vehicles, plasma-facing componenten. Niche maar kritisch.
Refractory metaal, smeltpunt ~2400 °C, oxidatiebestendig in inerte atmosfeer, supercoductief gedrag bij lage temperatuur.
NXG (project-basis)
[ 02 · Familie-overzicht ]
Zeven legering-families, één machinepark
Welke familie past bij uw onderdeel? Een snelle oriëntatie per metaal-categorie — sterktepunten, typische industrieën en welke specifieke alloys binnen ons SLM-portfolio beschikbaar zijn.
Het werkpaard voor lichtgewicht-toepassingen. Van standaard AlSi10Mg-housings tot Scalmalloy voor aerospace-structuren met titanium-achtige specifieke sterkte. Aheadd® CP1 als premium-keuze voor thermal-management.
Automotive · Aerospace · Motorsport · Thermal
/ 02 · Staal & Tool steel
Functionele parts, tooling & precisie-mallen
316L · 17-4 PH · H13 · M789 · Invar® 36 · 1.4828
Van standaard 316L roestvast-staal voor functionele onderdelen tot tool-steel voor spuitgiet-matrijzen met conformal cooling. Invar® 36 voor maatvoering-kritische toepassingen, 1.4828 voor hete omgevingen tot 1000 °C.
Ti6Al4V is de standaard voor aerospace-structuren en motorsport. Grade 23 ELI voor medische implantaten waar verhoogde ductiliteit telt. CP-Ti voor chemische installaties en biomedisch waar pure titanium nodig is.
Aerospace · Medisch · Chemie · Motorsport
/ 04 · Nikkel-superlegeringen
Hete sectie & corrosieve omgevingen
Inconel 718 · Inconel 625 · Hastelloy X
De referentie-keuze voor onderdelen die hete sectie van turbines of agressieve chemische omgevingen aanmoeten. Inconel 718 voor sterkte-bij-temperatuur, 625 voor extreme corrosie, Hastelloy X voor combustor-omgevingen tot 1200 °C.
Aerospace · Energie · Chemie · Marine
/ 05 · Kobalt-chroom
Medische implantaten & slijtage-applicaties
CoCrMo (ASTM F75) · Stellite® 6
CoCrMo blijft de standaard voor orthopedische en tandheelkundige implantaten — biocompatibel én slijtvast. Stellite® 6 voor extreme slijtage-applicaties zoals klep-zittingen en snij-gereedschap.
Medisch · Tandheelkunde · Wear-resistant
/ 06 · Koper-legeringen
Elektrische geleiding & warmtebeheer
CuCp · CuCr1Zr · GRCop-42
Toepassingen waar conductiviteit het verschil maakt: inductoren, elektromotoren, warmtewisselaars. GRCop-42 (NASA-alloy) voor extreme heat-flux toepassingen zoals rocket-combustion-chambers.
Elektrisch · Rocketry · Heat exchangers · Motoren
/ 07 · Niobium & refractory
Extreme temperaturen & niche-toepassingen
C-103 (Nb-10Hf-1Ti)
Refractory metaal voor toepassingen waar gangbare alloys het opgeven: rocket-propulsie, hypersonic-leading-edges, plasma-facing-components. Project-basis, vereist gespecificeerde process-omgeving.
Defense · Space · Hypersonic · Research
[ 03 · Parameter-modi ]
Per legering vier modi, geen compromis
Voor elke alloy zijn pre-gevalideerde parameter-sets beschikbaar. U kiest per onderdeel welk doel telt — oppervlaktekwaliteit, throughput, of dichtheid — zonder van machine te wisselen. Onderstaande tabel is indicatief; exacte beschikbaarheid varieert per legering en platform.
/ Precision
Fijnste detail & oppervlakte
Voor onderdelen waar oppervlaktekwaliteit en fijne features primair zijn — bijvoorbeeld medische implantaten of fluidic devices. Langste cyclus per laag.
Laag: 20–30 µm
/ Prime
Balans · de standaard
De default voor de meeste production-onderdelen. Goede dichtheid, redelijke build-time, vrijwel-eindafmeting voor post-processing.
Laag: 30–60 µm
/ Productivity
Hoger volume · serie
Versnelde build voor serie-productie waar throughput telt. Iets ruwere oppervlakte, geschikt voor onderdelen die toch een nabewerking krijgen.
Laag: 60–90 µm
/ Productivity+
Maximale build-snelheid
Voor specifieke legeringen op multi-laser platforms (NXG XII 600, SLM®500). Hoogst mogelijke depositie-rate per laser, beschikbaarheid is alloy-afhankelijk.
Laag: 90–120 µm
[ 04 · 3DPS · End-to-end ]
Wat 3DPS rondom SLM-materialen doet
/ Selectie
Alloy-advies
Op basis van uw onderdeel-eisen — last-case, omgeving, certificering — adviseren wij welke legering(en) feasible zijn. Inclusief vergelijking met conventionele productie-route.
/ Sourcing
Powder & certificaten
Gas-atomized poeder van OEM-gevalideerde leveranciers, met materiaalcertificaten (3.1 / 3.2). Powder-lifecycle-tracking en lot-traceability voor audit-trail.
/ Qualificatie
Custom parameter-sets
Voor niet-standaard alloys of gewijzigde proces-eisen: feasibility-traject met test-builds, parameter-optimalisatie en mechanische karakterisering — uw IP, uw parameters.
/ Productie
Build & nabewerking
Productie op SLM-systemen plus complete post-processing-keten: stress-relief, support-removal, HIP (waar nodig), warmtebehandeling, oppervlakte-afwerking en CMM-meting.
[ 05 · Scope & voorbehoud ]
Wat we kunnen produceren — en wat we eerst samen vaststellen
De alloys hierboven geven een eerlijk beeld van de SLM-mogelijkheden. Welke daarvan praktisch in uw onderdeel werken hangt af van geometrie, eis-pakket en gewenste certificering. Dit overzicht maakt expliciet wat er standaard kan en wat een feasibility-traject vraagt — zodat er geen verkeerde verwachtingen ontstaan.
Standaard binnen onze SLM-capability
Productie op vier laser-platforms: SLM®280, SLM®500, NXG XII 600 en NXG 600E — keuze op basis van bouwvolume en serie-grootte.
De zeven legering-families hierboven met pre-gevalideerde parameters voor de Precision/Prime/Productivity-modi.
3.1/3.2 materiaalcertificaten en powder-lot-traceability voor audit-trail-onderdelen.
Per project samen vast te stellen
Mechanische eigenschappen variëren per laser-power, layer-thickness, build-oriëntatie en post-process. Datasheet-waarden zijn richtwaarden, geen contract.
Productivity+ beschikbaarheid is alloy- en platform-afhankelijk; voor sommige legeringen alleen op multi-laser-systemen.
Custom alloys of gewijzigde parameter-sets vragen een feasibility-traject met test-builds en mechanische karakterisering.
Branche-specifieke certificering (medisch, aerospace, defense) — neem vroeg contact op zodat de productie-route hierop wordt afgestemd.
[ Volgende stap ]
Welke legering past bij uw onderdeel?
Stuur een tekening of beschrijving van een typisch onderdeel uit uw productie, met de relevante eisen (last, temperatuur, omgeving, certificering). Binnen vijf werkdagen krijgt u een onderbouwd materiaal-advies — inclusief alternatieven en, als zinvol, een uitnodiging voor een live print-benchmark in onze BENELUX-demoruimte.
Concrete onderdelen die op Meltio Wire-Laser-machines zijn geprint — met afmetingen, materiaal, gewicht en printtijd. Geen rendering, geen marketing-mock-up: industriële parts uit het Meltio-ecosysteem die in productie zitten of recent zijn opgeleverd. Filter op uw sector om relevante voorbeelden te vinden.
11
Lasdraad-toepassingen
8
Industriële sectoren
7
Gevalideerde legeringen
[ Eerlijk · Bron ]
Toepassingen geselecteerd uit het wereldwijde Meltio-ecosysteem. Wij tonen alleen onderdelen die representatief zijn voor BENELUX-industrie. Lokale referentie-installaties en case studies van 3DPS-klanten worden op verzoek gedeeld onder NDA.
Sector
11 / 11 toepassingen
AerospaceLasdraad · DED
Engine bracket
Structurele engine-bracket in roestvast staal voor de luchtvaart. Geprint near-net-shape, gevolgd door CNC voor de mounting-features. Vervangt een gefreesd onderdeel uit billet met aanzienlijke materiaalbesparing.
Afmetingen153 × 345 × 275 mm
MateriaalRVS 316L
Gewicht18,6 kg
Printtijd48u 04m
AerospaceLasdraad · DED
Propulsion adapter
Propulsion-adapter in titanium Grade 5 voor een onbemand luchtsysteem. Lichtgewicht-toepassing waar de hoge sterkte-massa-verhouding van Ti6Al4V doorslaggevend is. Near-net-shape print bespaart 60–70% materiaal tegenover billet-machining.
Afmetingen257 × 400 × 200 mm
MateriaalTi6Al4V
Gewicht4,27 kg
Printtijd23u 45m
DefensieLasdraad · DED
Eductor voor marine-systemen
On-demand productie van een eductor voor scheepsystemen — een klassieke defensie-spare-part-toepassing waar de OEM-supply-keten te traag is. Lokaal geprint in dagen tegenover weken via de officiële kanalen, met dezelfde of een verbeterde legering.
Afmetingen220 × 160 × 80 mm
MateriaalMarine bronze
Gewicht3,2 kg
Printtijd8u 20m
Olie & GasLasdraad · DED
Anti-cavitatie klep
Procesklep met inwendige geometrie voor flow-conditionering en cavitatie-onderdrukking. Wire-laser deponeert het ruwe profiel, daarna CNC voor de seal-grooves en kritieke binnendiameters. Vervangt een gegoten onderdeel met 12-week levertijd.
Afmetingen150 × 150 × 180 mm
MateriaalRVS 316L
Gewicht12,65 kg
Printtijd51u 23m
Olie & GasLasdraad · DED
300 mm diffuser · legacy spare
Custom 300 mm diffuser voor procesinstallatie waarvan de OEM uit de markt is. Reverse-engineered uit een versleten origineel, vervolgens geprint en gecertificeerd voor terug-in-bedrijf. Geen casting-tooling nodig, geen importafhankelijkheid.
AfmetingenØ 300 × 180 mm
MateriaalRVS 316L
Gewicht14,8 kg
Printtijd38u 15m
MaritiemLasdraad · DED
Boat-shaft bracket
Asbearing-bracket in marine bronze voor scheepsbouw — corrosiebestendig in zoutwater, hoge mechanische sterkte. Klassieke wire-laser-toepassing: middelgrote geometrie, dichte structuur, gietproces niet rendabel voor enkelstuks.
Afmetingen94 × 189 × 122 mm
MateriaalMarine bronze
Gewicht2,95 kg
Printtijd4u 11m
EnergieLasdraad · DED
Tidal turbine spar
Structurele spar voor tidal turbine in de marine-energiesector. Robuuste geometrie, hoge fatigue-belasting, lange levensduur in agressieve maritieme omgeving. Wire-laser-DED maakt ontwerpvrijheid mogelijk die conventioneel niet rendabel is.
Afmetingen680 × 240 × 80 mm
MateriaalRVS 316L
Gewicht22,4 kg
Printtijd68u 30m
EnergieLasdraad · DED
Heat exchanger · CuCrZr
Heat exchanger in koper-chroom-zirconium voor hoge thermische geleiding. Toepassing in onderzoeks- en energiesector waar zowel warmtegeleiding als mechanische sterkte vereist zijn. Demonstratie van Blue Laser-voordeel: koperabsorptie die IR niet haalt.
Afmetingen120 × 120 × 395 mm
MateriaalCuCrZr
Gewicht8,7 kg
Printtijd22u 50m
MaakindustrieLasdraad · DED
Closed impeller · brandblussysteem
Pomp-impeller voor brandblussysteem in kritieke infrastructuur. Geometrie traditioneel gegoten met lange levertijd; wire-laser deponeert near-net-shape met directe CNC-finish. Doorlooptijd teruggebracht van weken naar dagen voor missiekritische spares.
Afmetingen220 × 220 × 95 mm
MateriaalRVS 316L
Gewicht7,4 kg
Printtijd19u 45m
AutomotiveLasdraad · DED
Stub axle · racewagen
Aspen voor de motorsport-sector waar gewichtsbesparing en custom-geometrie hand in hand gaan. Multi-material toepassing met wire-switching: hoge-sterkte-staal in kritieke zones, lichter materiaal waar de belasting toelaat.
Afmetingen180 × 180 × 140 mm
MateriaalRVS 17-4PH
Gewicht3,8 kg
Printtijd11u 10m
ReparatieLasdraad · DED
Schroefcompressor · cladding
Versleten schroefcompressor uit zware mijnbouwapparatuur, hersteld met wire-laser cladding op de slijtagezones. Resultaat: een verbeterde levensduur van het onderdeel tegenover origineel — niet alleen reparatie maar upgrade ter plekke.
Afmetingen75 × 75 × 230 mm
MateriaalRVS 316L
Gewicht6,6 kg
Printtijd21u 16m
Geen toepassingen die aan deze filter voldoen.
[ Past mijn onderdeel hierbij? ]
Vier vuistregels voor Wire-Laser DED.
Niet elk onderdeel hoort op een Wire-Laser DED-machine. Hieronder de criteria die voorspellen of het rendabel wordt — afgeleid uit Meltio's globale validatiebibliotheek en onze eigen BENELUX-projecten. Voor onderdelen die niet aan deze criteria voldoen is poeder-bed SLM mogelijk een betere route.
Vuistregel. Past uw onderdeel niet meer in een powder-bed-machine vanwege formaat, is het te grof of onnauwkeurig voor klassiek WAAM, en is het te traag of materiaalverspillend om uit billet te frezen — dan is wire-laser DED waarschijnlijk de juiste route.
Middelgroot tot zeer grootSweet spot > 100 mm tot 1 m+. Onder 100 mm wint powder-bed vaak op precisie; boven 1 m+ wordt een robotische of gantry-configuratie aantrekkelijk.
Hybride: toevoegen op bestaande geometrieReparatie, cladding, feature-additie op assen of flenzen — toepassingen waar er al een onderdeel bestaat en alleen lokaal materiaal wordt toegevoegd. Powder-bed kan dit fundamenteel niet.
Dure of moeilijk-bewerkbare materialenTitanium, Inconel, gereedschapsstaal — legeringen met hoge buy-to-fly-ratio bij conventionele billet-machining. De materiaalbesparing van near-net-shape vertaalt zich direct naar ROI.
Matige geometrische complexiteitGeschikt voor onderdelen die traditioneel gegoten of gesmeed zouden worden, met minimale wanddikte boven 2 mm. Voor lattice-structuren of fijne interne kanalen blijft powder-bed de juiste route.
[ Volgende stap ]
Een onderdeel dat hier tussen had kunnen staan?
Stuur ons een tekening, beschrijving of foto. Binnen 5 werkdagen krijgt u een onderbouwde inschatting: of wire of powder past, materiaal, doorlooptijd, en een eerlijke "niet doen"-advies als AM in dit geval geen winst oplevert.
/ U bekijktPoeder-applicatiesPowder-Bed SLM · Atomized metaalpoeder 15–45 µm
VS
/ Liever lasdraad?Lasdraad-applicatiesWire-Laser DED · Meltio Blue Laser · Standaard lasdraad Ø 0,8–1,2 mmWissel naar lasdraad →
/ Kennisbank · Poeder-applicaties
Galerij in opbouw — Powder-Bed SLM.
Onze poeder-bed-portfolio in de BENELUX is jong. We bouwen deze galerij op met gevalideerde SLM-toepassingen zodra die in een gestructureerd, deelbaar formaat beschikbaar zijn — inclusief afmetingen, materiaal en printparameters. Voor nu treft u hieronder de toepassingscategorieën waar SLM fundamenteel wint van wire-laser, plus een directe route om uw eigen onderdeel te bespreken.
3
Toepassingscategorieën
4
SLM-printers
160–800
mm build-volume range
[ Eerlijk · Status ]
Deze galerij is in opbouw. Anders dan de lasdraad-pagina, waar wij putten uit een rijp Meltio-ecosysteem, is onze BENELUX-portfolio voor SLM-poederbed jong. Wij tonen liever niets dan generieke voorbeelden die misleidend zouden zijn voor uw business case. De categorieën hieronder geven aan waar SLM zinvol is — voor concrete uitwerking adviseren wij een gesprek over uw specifieke onderdeel.
In opbouw · SLM-toepassingen
SLM wint waar wire-laser fysiek niet kan
In plaats van fictieve toepassingen tonen, leggen wij uit waar SLM-poederbed machines fundamenteel de enige optie zijn. Dat zijn drie categorieën waar onze BENELUX-pijplijn zich op richt en waar wij eerste klanten verwelkomen.
/ 01
Interne kanalen & geometrie
Heat exchangers, conformal cooling channels, vacuümrouting in halfgeleider-fixtures. Wire-laser kan deze geometrie fysiek niet leggen — SLM smelt poeder selectief, wat in volume blijft als support.
/ 02
Topology-optimization & lattices
Onderdelen waar gewicht kritiek is en lattice-secties of topology-optimized organic shapes nodig zijn. Defensie-UAV-componenten, biomedische implantaten, lichtgewicht aerospace-brackets.
/ 03
Fijne features & oppervlaktekwaliteit
Onderdelen < 200 mm met sub-millimeter features, Ra < 10 µm as-built, dimensionele tolerantie ±0,05 mm. Halfgeleider-fixtures, end-effectors, alignment-jigs voor lithografie.
Voor poeder-bed SLM zijn de criteria fundamenteel anders dan voor wire-laser. SLM excelleert juist waar wire-laser tekortschiet — onder de 200 mm, met fijne details, of met geometrieën die fysiek niet legbaar zijn met een depositiekop.
Vuistregel. Heeft uw onderdeel interne kanalen of een lattice-structuur, ligt het binnen 200 mm met fijne features, of vereist het oppervlakteruwheid Ra < 10 µm direct uit machine — dan is powder-bed SLM waarschijnlijk de juiste route. Wire-laser kan deze geometrie niet bouwen.
Klein tot middelgrootSweet spot 30–200 mm. Onze SLM-printers dekken build-volumes van 160 tot 800 mm. Boven 200 mm wint wire-laser doorgaans op kosten en doorlooptijd.
Complexe interne geometrieInterne kanalen < 3 mm doorsnede, koeltrajecten in mallen, lattice-structuren, topology-optimized parts. Niet-gesmolten poeder ondersteunt overhangs tijdens print.
Hoge precisie en fijne featuresSub-millimeter features, dimensionele tolerantie ±0,05 mm, Ra 6–15 µm as-built. Toepassingen in halfgeleiders, biomedisch, en aerospace waar nabewerking nauwelijks mag.
Lage tot middelgrote seriesMono-material per build, kleine series (1–50 stuks per cyclus), legering moet vooraf gevalideerd zijn voor de machine. Voor multi-material of repair wint wire-laser.
[ Eerste poeder-project ]
Heeft u nu een onderdeel waar SLM voor nodig is?
Onze BENELUX-portfolio voor SLM-poederbed bouwt zich op met klant-projecten. Heeft u een onderdeel met fijne features, interne kanalen of lattice-geometrie? Stuur het in. Bij geschikte projecten bieden wij voorrang in onze planning en — onder NDA — vermelding in deze galerij zodra opgeleverd.
/ U bekijktSuccesstories · LasdraadWire-Laser DED · Meltio · Klantverhalen met kwantificeerbare uitkomst
VS
/ Liever poeder?Successtories · PoederPowder-Bed SLM · Galerij in opbouwWissel naar poeder →
/ Kennisbank · Successtories · Lasdraad
Negen klantverhalen
met kwantificeerbare resultaten.
Concrete cases waarin Meltio Wire-Laser DED een meetbare verbetering heeft gebracht — in kosten, doorlooptijd, materiaalverbruik of gewicht. Elk verhaal koppelt een klant aan een probleem, een oplossing en een uitkomst die hard genoeg is om in een eigen business case te gebruiken.
9
Klantverhalen
5
Industriële sectoren
70%
Hoogste kostenbesparing
[ Eerlijk · Bron ]
Successtories uit het wereldwijde Meltio-ecosysteem — klanten van Meltio of van internationale Meltio-partners. Wij selecteren alleen verhalen die representatief zijn voor BENELUX-industrie en met kwantificeerbare resultaten. Lokale 3DPS-cases worden onder NDA gedeeld in een persoonlijk gesprek.
Sector
9 / 9 successtories
Heavy IndustryLasdraad · DED
Service bureau iMet-3D voor klant Bozzetto Group · ES
70% kostenbesparing op industriële pomp-reparatie
Probleem
Een centrifugaalpomp bij Bozzetto Group viel uit door extreme corrosie van de bearing support. Het origineel was uit GG-25 gietijzer, fabrikant uit de markt, vervangingstijd via traditionele leveranciers liep op tot 2 maanden. Vervanging van de hele pomp werd geschat op €5.000.
Oplossing
iMet-3D voerde reverse engineering uit met conventionele metrologie en bouwde het onderdeel opnieuw op in 316L roestvast staal — superieur in corrosie tegenover het gietijzeren origineel. Print op de Meltio M450 in 28,5 uur, gevolgd door CNC-bewerking en oppervlaktebehandeling.
70%
Kostenbesparing tegenover vervanging van de hele pompinstallatie. Doorlooptijd van 2 maanden naar 1 week.
DefensieLasdraad · DED
Partner AM Solutions voor Zuid-Koreaanse Defensie · KR
60% lichtere snow pad voor K2 Black Panther tank
Probleem
De metalen ice cleats van de K2 Black Panther wegen elk bijna 12 kg. Soldaten moeten 30–50 stuks per voertuig wisselen onder tijdsdruk — aanzienlijke fysieke belasting plus negatief effect op brandstofefficiency. Traditioneel ontwerp liet weinig ruimte voor lichtgewicht-optimalisatie.
Oplossing
AM Solutions herontwierp het onderdeel met een AM-geoptimaliseerde honeycomb-structuur en produceerde drie pads tegelijk op een Meltio M600. Mechanische eigenschappen behouden voor de zware tankbelasting, zonder mallen, zonder post-processing tooling.
60%
Gewichtsreductie van 10,74 kg naar 4,26 kg per pad. Bovendien circa 0,64% brandstofbesparing in veldproeven.
Heavy IndustryLasdraad · DED
Eurobearings · Cortemaggiore, IT
Grootschalige bearing-productie met 50% kortere doorlooptijd
Probleem
Eurobearings produceert al bijna 30 jaar custom bearing-systemen voor turbines en cementmolens. Traditionele subtractieve productie uit billet leverde tot 80% materiaalverlies op — en oplopende doorlooptijden voor de groottes die hun klanten vroegen.
Oplossing
Een hoge-capaciteit robotische cell met Meltio Engine Robot Integration op een KUKA-arm, gemonteerd op een mobile gantry. Daarmee verviel de inherente formaatlimiet en werd de white metal (babbitt) cladding direct op het werkstuk aangebracht.
50%
Lead time-reductie tegenover billet-route. Materiaalverlies van 80% gereduceerd naar near-net-shape niveau.
AerospaceLasdraad · DED
HH Industries · aerospace-toelevering
Lokale productie van kritieke aerospace-componenten
Probleem
Aerospace-componenten met afhankelijkheid van grote billets en lange leveringen uit gespecialiseerde smederijen. De combinatie van import-doorlooptijd, hoge buy-to-fly-ratio en strikte certificering legde druk op zowel kostprijs als planning bij turbine-housings.
Oplossing
Hybride wire-laser-AM op CNC voor lokale productie van turbine engine housings. Materiaal wordt alleen gedeponeerd waar het in het eindonderdeel terechtkomt, gevolgd door directe CNC-finish in dezelfde opspanning — maakt aerospace-tolerantie haalbaar zonder billet-route.
90%
Materiaalreductie tegenover billet-machining. Lokalisatie van een proces dat eerder afhankelijk was van import.
AutomotiveLasdraad · DED
Tooling-bedrijf · automotive-spuitgieten
Conformal cooling channels in spuitgietmallen
Probleem
Spuitgietmallen voor automotive-onderdelen met cycli die langer duurden dan strikt nodig — conventionele rechte koelkanalen kunnen de complexe geometrie van moderne onderdelen niet volgen, met als gevolg ongelijke koeling en bottleneck in de cyclustijd.
Oplossing
Hybride manufacturing op CNC met Meltio Engine voor het inbouwen van conformal cooling channels in tool-steel mallen. De koelkanalen volgen het oppervlak van de cavity, gevolgd door precisie-CNC voor de uiteindelijke maatvoering. Mal komt sterker terug dan ervoor.
—
Cyclustijd-reductie via conformal cooling channels die met conventionele bewerking niet mogelijk waren. Productiviteitswinst direct meetbaar in shots/uur.
AutomotiveLasdraad · DED
ERM Fab&Test · motorsport · FR
Temperatuur-resistent racewagen-onderdeel
Probleem
Motorsport vraagt om onderdelen die extreme thermische belastingen aankunnen, in lage volumes en in korte iteratie-cycli. Traditionele subtractieve productie was zowel te duur als te traag voor de prototype-iteraties die het racing-team nodig had.
Oplossing
ERM — een Meltio-partner met focus op rapid manufacturing — produceerde het temperatuur-resistente onderdeel direct uit lasdraad. Mogelijk gemaakt door materiaalkeuze die conventioneel moeilijk-bewerkbaar is, met directe iteratie zonder tooling-investering.
—
Snelle iteratie zonder tooling-overhead. Materialen die conventioneel moeilijk-bewerkbaar zijn, direct uit lasdraad geleverd.
Heavy IndustryLasdraad · DED
Cementos La Cruz · bouwsector · ES
Levensduur-verlenging van concrete nozzle
Probleem
Voor de bouwindustrie is downtime de vijand. Versleten concrete nozzles uitviel betekende afhankelijkheid van globale supply chains voor RVS-vervanging — oplopende doorlooptijden, onderhoud niet meer plan-baar, productie-stilstand met directe kostenimpact.
Oplossing
On-demand productie van RVS-vervangonderdelen met Meltio — de nozzle wordt lokaal geprint uit standaard lasdraad, ontkoppeld van globale supply chains. Onderhoudsschema komt weer in eigen beheer, lage tot middelgrote series direct beschikbaar.
100%
Supply chain-onafhankelijkheid voor de spare-parts. RVS-onderdelen op aanvraag, met standaard lasdraad uit lokale supply.
EnergieLasdraad · DED
ROEZ R&D · energie-onderzoek · CZ
Single-print turbine case voor energie-innovatie
Probleem
Conventioneel zou een turbine case worden geassembleerd uit meerdere gesmede of gegoten componenten met de bijbehorende doorlooptijd, lasnaden en kwaliteitsrisico's. Voor R&D-iteraties was deze route te traag en te duur om het onderzoek vooruit te brengen.
Oplossing
Het turbine case werd in één print geproduceerd op de Meltio-installatie van ROEZ — geen sub-assemblage, geen lasnaden tussen segmenten. Volledige geometrische vrijheid binnen de Meltio-werkenveloppe, en direct toepasbaar voor mechanische tests.
1 print
Single-print productie in plaats van meerdere gesmede of gegoten componenten. Geen lasnaden, snellere R&D-iteraties.
DefensieLasdraad · DED
Marine-organisaties · defensie-supply
On-demand productie van eductors voor marine-systemen
Probleem
Marine-eductors zijn klassieke defensie-spare-parts — specifiek genoeg om niet op de plank te liggen, kritiek genoeg dat operationele inzet ervan afhangt. Originele OEM-doorlooptijden van weken tot maanden zijn onverenigbaar met operationele eisen aan boord van vaartuigen.
Oplossing
Wire-laser DED maakt directe productie van RVS-eductors mogelijk, zelfs aan boord van vaartuigen die zijn uitgerust met een Meltio-installatie. De technologie gebruikt standaard lasdraad — geen reactief poeder dat onder MARPOL-classificaties valt, geen cleanroom-eisen aan boord.
100%
On-demand beschikbaarheid aan boord. Geen afhankelijkheid van globale spare-parts logistiek voor missiekritische onderdelen.
Geen successtories die aan deze filter voldoen.
[ Volgende stap ]
Een vergelijkbare uitdaging in uw productieomgeving?
Stuur ons uw situatie. Op basis van de combinatie van uw onderdeel, sector en doel adviseren wij eerlijk welke Meltio-configuratie de meeste impact maakt — en welke verwachtingen realistisch zijn. Op aanvraag delen we lokale 3DPS-cases onder NDA.
/ U bekijktSuccesstories · PoederPowder-Bed SLM · Klantverhalen in opbouw
VS
/ Liever lasdraad?Successtories · LasdraadWire-Laser DED · Meltio · 9 klantverhalen met cijfersWissel naar lasdraad →
/ Kennisbank · Successtories · Poeder
Klantverhalen in opbouw — Powder-Bed SLM.
Onze poeder-bed-portfolio in de BENELUX is jong. We bouwen deze bibliotheek op met klant-cases zodra de eerste SLM-projecten zijn opgeleverd en de uitkomsten gevalideerd. Hieronder de drie scenario-types waarin SLM een meetbaar verschil maakt — voor wie nu al een eigen project in handen heeft.
3
Scenario-types
160–800
mm build-volume
99,9%
Dichtheid as-built
[ Eerlijk · Status ]
Anders dan op de lasdraad-pagina, waar wij putten uit een rijp Meltio-ecosysteem, is onze BENELUX-portfolio voor SLM-poederbed jong. Wij geven liever geen fictieve verhalen dan generieke voorbeelden — uw business case verdient meer dan dat. De scenario's hieronder zijn de drie patronen waarin SLM aantoonbaar de juiste keuze is. Voor concrete uitwerking adviseren wij een gesprek over uw specifieke onderdeel.
In opbouw · SLM-successtories
Drie scenario's waar SLM-investering zich vertaalt naar resultaat
In afwezigheid van eigen klantverhalen leggen wij uit waar SLM-poederbed machines de business case winnen. Heeft u een onderdeel dat in een van deze categorieën past? Bij geschikte projecten bieden wij voorrang in de planning en — onder NDA — vermelding in deze galerij zodra opgeleverd.
/ 01
Cycle time-reductie via interne kanalen
Spuitgietmallen of process equipment waar conformal cooling channels of fijne interne geometrie de cyclustijd of efficiency direct beïnvloeden. SLM smelt poeder selectief; de niet-gesmolten poeder ondersteunt de overhang van de kanalen.
/ 02
Gewichtsreductie via lattice & topology
Onderdelen waar massa kritiek is — UAV-componenten, biomedische implantaten, lichtgewicht aerospace-brackets. Lattice-secties of topology-optimized organic shapes leveren 30–60% gewichtsreductie zonder verlies van structurele integriteit.
/ 03
Precision-eindgebruik zonder nabewerking
Halfgeleider-fixtures, end-effectors, alignment-jigs waar oppervlakteruwheid Ra < 10 µm en tolerantie ±0,05 mm vereist zijn — direct uit machine. Vermijdt secundaire CNC-cyclus, levert kortere doorlooptijd en lagere TCO.
Wordt uw onderdeel de eerste case in deze galerij?
Onze BENELUX-portfolio voor SLM-poederbed bouwt zich op met klant-projecten. Heeft u een onderdeel met fijne features, interne kanalen of lattice-geometrie waar SLM de juiste route is? Stuur het in. Bij geschikte projecten bieden wij voorrang in onze planning en — onder NDA — vermelding in deze galerij zodra opgeleverd.
Reparatie waar forging-grade dichtheid telt. Lichtgewicht waar het kan.
Aerospace heeft twee verhalen: nieuwbouw vraagt om lichtgewicht complexe geometrie (lattice, topology-optimized brackets), reparatie en MRO vragen om forging-niveau dichtheid op grote structurele componenten. Lasdraad-LMD biedt beide: cladding van turbinebladen en casings met >99,9% dichtheid (CT-scan geverifieerd), én productie van grote near-net-shape onderdelen in Inconel en titanium. SLM completeert de toolbox voor brackets en lattice.
>99,9%
Dichtheid LMD
35%
Gewichtsreductie mogelijk
EU
Productie zonder ITAR
[ Use cases · Aerospace ]
Vier toepassingen waarin LMD en SLM elkaar aanvullen
Representatieve aerospace-toepassingen uit het Meltio-ecosysteem en parallelle SLM-cases. Voor onderdeel-specifieke beoordeling: vraag een gesprek aan.
Use Case 01Lasdraad · DED
HH Industries · lokale productie turbine engine housing
HH Industries produceert turbine jet engine housings lokaal in plaats van via offshore suppliers. Wire-Laser DED deponeert SS316L op een voor-bewerkte billet, gevolgd door CNC-finishing, hybride workflow die de buy-to-fly ratio drastisch verlaagt. Voor Titanium 64 en Inconel 718 is het verschil nog groter: traditionele machining van die superlegeringen is economisch vaak onhaalbaar. Aanpak schaalbaar naar low-to-medium volume aerospace-productie.
MateriaalSS316L · schaalbaar naar Ti64, Inconel 718
ScopeHybrid AM + CNC
DoorlooptijdLokaal, geen offshore lead time
Use Case 02Lasdraad · DED
CATEC · winglet mold in Invar 36
Advanced Center for Aerospace Technologies (CATEC) ontwikkelde een winglet-mold voor composiet-curing in Invar 36, geprint op de Meltio Engine Robot. Invar 36 behoudt zijn geometrie door herhaalde curing-cycli (CTE ≈ 1,2 × 10⁻⁶/K), een eis waar reguliere mold-stalen op stuklopen. Wire-LMD maakt grote, complexe mold-geometrie haalbaar zonder massieve billet-machining.
MateriaalInvar 36
ScopeComposite mold-tooling
DoorlooptijdSignificant korter dan conventional
Use Case 03Lasdraad · DED
Closed impeller · luchtvaart-brandblussysteem
Gesloten impeller voor een aerospace fire-suppression system, eerder als casting geleverd met 8 weken lead time en hoge minimale orderhoeveelheid. Wire-Laser DED in RVS 316L levert hetzelfde onderdeel in dagen, single-piece geometrie, geen patroon-/mal-kosten, en wijzigingen kunnen per print worden meegenomen. Ook geschikt voor materiaalswitch (bv. cast bronze → RVS 316L voor betere corrosie/sterkte in agressieve omgeving).
MateriaalRVS 316L (ook cast bronze vervangbaar)
ScopeSingle-piece productie
DoorlooptijdDagen, niet weken
Use Case 04Lasdraad · DED
Aerospace · buy-to-fly ratio verlagen
Aerospace project waarbij conventionele machining uit massief billet ~65% van het materiaal als waste produceerde (BTF ≈ 3). Wire-Laser DED deponeert near-net-shape direct op een kleinere substrate, waardoor zowel materiaalverbruik als machining-tijd substantieel omlaag gaan. Voor Titanium 64 en Inconel 718 is het economisch effect exponentieel, duur materiaal niet langer weggesneden, maar gericht opgebouwd.
MateriaalSS316L · Ti64 · Inconel 718
ScopeMateriaal- en kostreductie
DoorlooptijdKorter dan billet-machining
[ Materialen die hier domineren ]
Vier legeringen voor aerospace-toepassingen
Onze parameter-bibliotheek voor aerospace MRO en nieuwbouw. Andere superalloys op aanvraag.
Inconel 718
Ni-Cr-Fe · Superalloy
Turbineblad-reparatie, hete sectie-componenten, raketnozzles. Behoudt sterkte tot 700°C, oxidatie-bestendig. LMD voor cladding; SLM voor complexe geometrie.
Lasdraad & Metaalpoeder
Inconel 625
Ni-Cr-Mo · Corrosion resistant
Engine casings, exhaust-componenten, marine aerospace-toepassingen. Uitstekende corrosie- en oxidatie-bestendigheid in agressieve omgevingen.
Lasdraad & Metaalpoeder
Ti-6Al-4V
Ti-6Al-4V · Grade 5
Lichtgewicht structurele componenten, brackets met topology-optimization, UAV-frames. Sterkte-massa-ratio die voor aerospace cruciaal is.
Lasdraad & Metaalpoeder
RVS 316L
Fe-Cr-Ni-Mo · Austenitic
Impellers voor hulpsystemen, brandstofdistributie-onderdelen, niet-kritische structuur-componenten. Goed laspoeder-eigenschappen voor beide technieken.
Lasdraad & Metaalpoeder
[ Volgende Stap ]
Een aerospace-onderdeel onderweg of in MRO?
Stuur uw tekening of een foto van het te repareren onderdeel. Binnen 48 uur krijgt u een onderbouwde inschatting: welke technologie wint, materiaal, doorlooptijd en indicatieve prijs.
Persgereedschap dat meegaat. Motorsport-onderdelen zonder mal.
Autosector AM speelt zich niet af in de auto zelf, dat blijft seriegieten en frezen. Het draait om persgereedschap, mallen, motorsport-onderdelen en prototype-componenten. Lasdraad-LMD verkort tooling-lead-time van maanden naar dagen: print de near-net-shape op uw Engine CNC, frees af in dezelfde opspanning. Voor lichtgewicht complexe componenten in motorsport: SLM voor titanium uprights en lattice-koeling.
3–7d
Tooling-lead time
35%
Gewicht uit motorsport
0%
Mold of casting nodig
[ Use cases · Automotive ]
Vier toepassingen waar AM auto-tooling versnelt
Representatieve cases uit het Meltio-ecosysteem en SLM-projecten. Voor uw specifieke onderdeel, vraag een gesprek aan.
Use Case 01Lasdraad · DED
Reparatie versleten persgereedschap
Stempel-tooling voor plaatwerk-productie raakt versleten door miljoenen cycli. Lasdraad-LMD herstelt het slijtoppervlak in gehard staal, gevolgd door CNC-bewerking naar tolerantie. Nieuw stempel kost weken; cladding-cyclus is dagen.
MateriaalGereedschapsstaal H13
ScopeCladding + machining
Doorlooptijd4–7 dagen
Use Case 02Lasdraad · DED
Stub-axle voor competitiesport
Custom stub-axle voor een racing-team. Geen serieproductie nodig, single-piece geometrie via Lasdraad-LMD met forging-niveau dichtheid. Mechanische eigenschappen vergelijkbaar met smeden, zonder mold-kosten.
MateriaalGehard staal 4140
ScopeHybrid manufacturing
Doorlooptijd5–10 dagen
Use Case 03Metaalpoeder · SLM
Titanium uprights Formula Student
Wielophanging-knuckle voor Formula Student race-auto. 35% lichter dan gefreesde referentie via topology-optimization en interne lattice. Ti-6Al-4V via SLM, geometrie is met frezen niet maakbaar.
MateriaalTi-6Al-4V
ScopeNieuw onderdeel
Doorlooptijd10–14 dagen
Use Case 04Lasdraad · DED
Prototype-spoelen voor EV-koeling
Custom koel-spoelen voor EV-batterij-prototype. Geen mall-kosten, geometrie kan per iteratie aangepast. Lasdraad-LMD print de basis in kopere legering, finishing via CNC.
MateriaalCuCrZr (kopere legering)
ScopePrototyping
Doorlooptijd3–5 dagen
[ Materialen die hier domineren ]
Vier legeringen voor automotive-toepassingen
Onze parameter-bibliotheek voor tooling, motorsport en prototyping. Andere materialen op aanvraag.
H13
Cr-Mo-V · Hot-work tool steel
Persgereedschap-reparatie, hard-facing van wear-surfaces, mold-cavities. Hoge hitte-bestendigheid, goede slijtage-eigenschappen na warmtebehandeling.
Lasdraad
Ti-6Al-4V
Ti-6Al-4V · Grade 5
Motorsport-componenten, lichtgewicht structurele onderdelen, uprights met topology-optimization. Sterkte-massa-ratio voor competitie.
Metaalpoeder
Gehard staal 4140
Cr-Mo · Quench & temper
Stub-axles, suspension-onderdelen, gear-shafts. Hoge sterkte na warmtebehandeling, goede vermoeiingseigenschappen.
Lasdraad
CuCrZr
Cu-Cr-Zr · Precipitation hardened
Koel-spoelen voor EV-batterij, warmtewisselaars, elektrische contactblokken. Hoge thermische geleidbaarheid met mechanische sterkte.
Lasdraad
[ Volgende Stap ]
Persgereedschap, motorsport-onderdeel, of prototype?
Stuur uw tekening of een foto. Binnen 48 uur krijgt u een eerlijke inschatting: welke technologie past, materiaal, doorlooptijd en indicatieve prijs.
Het Spaanse ATILA-consortium, AIDIMME, het Hospital General Universitario de Valencia, de University of Salamanca en Meltio, heeft als eerste in Spanje patiënt-specifieke titanium implantaten geprint via DED-LB/M met lasdraad als feedstock. Stemless cages, distal radius plates, cranial implants en acetabular preforms in Ti6Al4V ELI (Grade 23). Bijna 100% materiaal-benutting tegenover billet-machining, en een complementaire route naast poederbed-AM. Wij verkopen en integreren zowel Meltio (Wire-LMD) als SLM-poederbed printers bij medical device manufacturers en biomedical R&D-centra in de BENELUX, en helpen u uitzoeken welke techniek het beste past bij uw applicatie.
"Wire-laser technology is more efficient, produces less pollution, and generates less material waste, reducing the carbon footprint of the manufacturing process. The key focus is preforms that closely approximate the final product, minimizing waste compared to traditional machining methods that start with a solid block of material."
, ATILA Project consortium management
~100%
Materiaal-benutting (vs billet)
ISO 5832-3
Surgical implants standaard
Ti6Al4V ELI
Implant-grade legering
/ De pijn van een medical device manufacturer
Drie problemen waar uw productie tegenaan loopt
Geen abstracte regelgevingsdiscussie. Drie concrete pijnpunten die manufacturers van titanium implantaten en biomedical R&D-centra elke dag tegenkomen, en die met Wire-LMD oplosbaar worden.
Probleem 01
80% materiaalverlies op Ti6Al4V billets
Een acetabular cup of distal radius plate uit een massieve Ti6Al4V-billet machinen betekent buy-to-fly 5:1 tot 10:1. Voor implant-grade titanium dat bij €200-400/kg ligt, gaat dat per onderdeel hard op de kostprijs zitten. En de spaan kan vrijwel niet hergebruikt worden voor medical-grade materiaal, die gaat als schroot de poort uit.
Probleem 02
Welke AM-route past bij déze toepassing?
Poederbed (PBF-LB/M, PBF-EB/M) en Wire-LMD zijn allebei goede AM-routes voor titanium implantaten, maar ze kosten verschillende dingen en leveren verschillende dingen. Poederbed levert fijne lattice-structuren en complexe interne geometrie; Wire-LMD levert near-net-shape preforms met lagere CAPEX en bijna 100% materiaal-benutting. Verkeerde route gekozen = verkeerde stuksprijs of verkeerde feature-set. Wij verkopen beide en helpen u kiezen.
Probleem 03
Patiënt-specifieke implantaten in kleine series
Voor maatwerk-implantaten (cranial reconstruction, complex orthopedie, R&D-prototypes) is poederbed economisch zwaar. Een batch van één tot tien stuks vraagt dezelfde setup als een batch van honderd. Wire-feedstock per kilo en flexibele job-setup maken kleine series wél haalbaar.
/ Conventioneel ↔ Wire-LMD preforms
Zes pijnpunten, zes vergelijkingen
Per pijnpunt links wat conventionele productie-routes leveren (billet-machining of poederbed), rechts wat Wire-LMD daaraan toevoegt. Belangrijk: dit is geen "Wire-LMD wint altijd"-vergelijking, voor sommige features blijft poederbed de juiste keuze. Welke route past bij úw onderdeel? Daar helpen we u graag bij.
01
Materiaal-benutting
Billet of poederbed
Billet-machining: buy-to-fly 5:1 tot 10:1, 80-90% verlies. Poederbed: ~80-90% van het poeder belandt in re-use cyclus, maar virgin medical-grade poeder blijft duur en heeft beperkte batch-tracking voor mengsels.
Met Wire-LMD
Lasdraad-feedstock: bijna 100% materiaal-benutting volgens ATILA-onderzoek. Wire wordt direct gedeponeerd, geen overspray, geen poeder-recovery, geen verlies in atomization. Materiaal-tracking 1-op-1 van spool naar onderdeel.
02
Veiligheid van feedstock
Billet of poederbed
Titanium-poeder is hoog-reactief en explosief in suspensie. Vraagt ATEX-zones, dedicated poeder-handling, full-body PPE bij operator-interventies, en strikte gas-management.
Met Wire-LMD
Lasdraad is een solide spool, niet ontvlambaar, niet explosief, geen suspensie-risico. Operator-omgang vergelijkbaar met een TIG-lasdraad. Hetzelfde geldt voor opslag: een kast volstaat, geen ATEX-faciliteit nodig.
03
CAPEX en setup-investering
Billet of poederbed
PBF-LB/M of EB/M: vanaf €500K, vaak €1M+ machine, plus poeder-recovery, ATEX-infrastructuur, gas-handling, dedicated reinigingsfaciliteit. R&D-investering ligt typisch boven de €1,5M voordat de eerste implant rolt.
Met Wire-LMD
Meltio M600 plus standaard inert-gas voorziening en een freesbank die u al heeft. Aanmerkelijk lagere CAPEX, vergelijkbare productie-output voor preforms, en geen poeder-veiligheidsinfra. Schaalbaar door extra machines bij te plaatsen.
04
Patiënt-specifieke kleine series
Billet of poederbed
Eén stuk uit billet kost net zo veel setup-tijd als tien. Poederbed: één implantaat in een build-plate doet de build-cyclus identiek doorlopen, job-economy schaalt slecht naar beneden voor 1-10 stuks-batches.
Met Wire-LMD
DED-job-setup is per implant kort. ATILA-consortium printte 4 verschillende implant-prototypes, stemless cage, distal radius, cranial, acetabular, op één machine zonder herinvestering. Schaalt mee met R&D-cyclus.
05
Oxygen-control op reactief titanium
Billet of poederbed
Ti6Al4V ELI vraagt maximaal 0,13% zuurstof (ASTM F136-21). Poederbed-processen handhaven dat via gehele build-chamber inertisatie, energie-intensief, en oxygen-pickup per recycling-cyclus van poeder is een continu controle-punt.
Met Wire-LMD
Meltio M600 inert chamber met <10 ppm O₂, plus shielding gas coaxiaal aan de melt-pool. ATILA-consortium gebruikt thermografische monitoring per layer om compliance met ISO 5832-3 / ASTM F136 te valideren. Eerlijk verifieerbaar proces.
06
CO₂-voetafdruk van de productie
Billet of poederbed
Ti-poeder produceren via atomization is energie-intensief en vervuilend. Plus de primaire metallurgie voor billets blijft de grootste CO₂-post. Bij CSRD-rapportage of klant-vragen vanuit ziekenhuizen geen sterk verhaal te vertellen.
Met Wire-LMD
ATILA-onderzoek noemt expliciet: lagere CO₂-voetafdruk dan poederbed-routes. Wire vraagt geen atomization, en near-net-shape printen minimaliseert primaire metallurgie. Voor medical device manufacturers met groeiende ESG-rapportage een tastbaar voordeel.
Belangrijke nuance: poederbed is wél een goed alternatief, het hangt af van de applicatie. Waar fine-feature porositeits-control, dichte lattice-structuren of complexe interne kanalen kritisch zijn, blijft SLM-poederbed de juiste route. Waar Wire-LMD wint: bulk-geometrie preforms, R&D-prototypes en patiënt-specifieke maatwerk in kleine series. Wij verkopen beide technologieën, en zoeken graag samen met u uit welke techniek het beste past bij uw specifieke implant-toepassing.
/ Wire-LMD óf SLM-poederbed
Welke techniek past bij úw applicatie?
3DPS verkoopt en integreert beide additive routes voor medical. Welke past, hangt af van het onderdeel: bulk-preforms of fine-feature lattices, kleine series of grotere batches, lage CAPEX-instap of maximale design-vrijheid. Hieronder de twee profielen naast elkaar, en daarna zoeken we het samen uit op uw concrete implant-design.
Materiaal-benutting: ~80–90% via poeder-recycling (afhankelijk van legering en QA-protocol)
Feedstock-veiligheid: ATEX-zone en strikte poeder-handling vereist, wij ondersteunen de inrichting
CAPEX: hogere instap, maar lagere stuksprijs bij hogere volumes en complexere geometrie
Beperking: minder economisch voor 1–10 stuks of voor zeer grote bulk-geometrieën
In de praktijk is het vaak een combinatie: Wire-LMD voor bulk-preforms, poederbed voor onderdelen met geïntegreerde lattices. Stuur ons uw implant-design en we maken samen de afweging, welke techniek, welke materiaalgrade, welk regulatoir traject, en wat dat doet met uw stuksprijs.
/ Implant-preform productie-flow
Van CAD tot gevalideerde preform
De typische cyclus voor het produceren van een titanium implant-preform op Meltio Wire-LMD, gebaseerd op de ATILA-aanpak. Het traject van designs door FIHGUV / chirurg tot machinable preform.
01
CAD / STL ontvangst + DfAM-review
Implant-designs (vanuit eigen R&D, een hospital-partner of chirurg) worden ontvangen als STEP/STL. Wij beoordelen op printbaarheid: overhangs, dunne wanden, hoek-limieten. ATILA-bevinding: max overhang zonder sagging is rond 75°, minimum cilinder-diameter 3 mm op 1 mm Ti6Al4V wire. DfAM-aanpassingen waar nodig, typisch milde radius-rondingen om print-stabiliteit te borgen.
1–3 werkdagen
02
Near-net-shape print op Meltio M600
Wire-LMD depositie van Ti6Al4V ELI in inert chamber met <10 ppm O₂. Thermografische camera-monitoring per laag valideert temperatuur-historie en microstructurele compliance. ATILA-prototypes (stemless cage, distal radius, cranial, acetabular) bewijzen dat het pad werkt voor verschillende implant-categorieën, vergelijkbare cyclus voor uw geometrieën.
Uren tot een dag, afhankelijk van massa
03
Heat treatment + oxygen-validatie
Stress relief of solution-annealing afhankelijk van geometrie en mechanische eisen. Oxygen-content meten en valideren tegen ISO 5832-3 (max 0,2% voor Grade 5, 0,13% voor ELI). Spectroscopische analyse en metallografische karakterisering om materiaal-conformiteit aan te tonen voor regulatoire dossier.
2–5 werkdagen incl. lab-analyse
04
CNC-finishing naar implant-tolerances
De near-net-shape preform op uw eigen freesbank afmaken naar finale tolerances en oppervlakte-finish. Kritische passingen (acetabular ball-fit, plate screw-gaten, cranial fixatie-punten) worden hier op spec gebracht. ATILA-precedent: alle 4 prototype-types kregen post-machining tot finale gebruiks-geometrie.
1–4 werkdagen
05
Sterilisatie + in vitro / in vivo validatie
Reiniging, passivatie en sterilisatie volgens uw QMS. Voor R&D-prototypes: in vitro / in vivo tests via uw partner-hospital of CRO. ATILA-traject loopt nu naar deze fase met FIHGUV als klinische partner. Voor commerciële productie: aansluiten op uw bestaande ISO 13485 QA-stroom.
Afhankelijk van regulatoire fase
Daarna zit de capability in uw eigen productie, u bepaalt welke implant-categorieën u toevoegt, welke maatwerk-projecten u aanneemt, en hoe u opschaalt vanuit prototype naar serie.
/ Cases · ATILA-prototypes
Twee implant-cases · Wire-LMD én SLM-poederbed
Twee korte cases om beide technieken naast elkaar te tonen: een stemless cage in Ti6Al4V via Wire-LMD, en een cranial implant via SLM-poederbed. Verderop op deze pagina staan twee uitgebreide showcase-secties (tibial tray door Bronces Jordá, acetabular cup door Lemar Leben) die de volledige preform → CNC-finishing → eindproduct keten tonen. Vertaalbaar naar uw eigen productie.
Use Case 01Lasdraad · DED
Stemless cage voor bone graft (schouder)
Schouder-cage voor osteo-integratie zonder stem-fixatie. Designs aangeleverd door FIHGUV, geometrisch geadapteerd voor DED-LB/M (radii toegevoegd voor print-stabiliteit). Ti6Al4V Grade 5, geprinte preform daarna gefinisht voor de finale aansluit-vlakken op het bot-interface. Onderdeel van de eerste serie Spaanse biomedical implants gemaakt met welding wire feedstock.
MateriaalTi6Al4V Grade 5
ToepassingBone graft, schouder
ScopePreform, daarna machining
Use Case 03Metaalpoeder · SLM
Voorbeeld · cranial implant geprint met SLM-poederbed (de complementaire route die we hierboven beschrijven)
Cranial implant zonder schroef-systeem
Schedel-implantaat voor cranial reconstruction, patiënt-specifieke contour matched op CT/MRI-data. Het voorbeeld op de foto is geprint met SLM-poederbed: de fijne hexagonal lattice-perforaties bevorderen osteo-integratie en gewichtsreductie, features waar poederbed sterk in is en die Wire-LMD niet levert. Voor cranial-toepassingen zonder dergelijke lattice-features kan Wire-LMD wél een efficiënte preform-route zijn. Welke route past, hangt af van het specifieke design.
MateriaalTi6Al4V Grade 5
ToepassingCranial reconstruction
ScopePatiënt-specifiek
/ Showcase · Wire-LMD preform → eindproduct
Tibial tray , knie-basis in Ti6Al4V Grade 23
Machining-partnerBronces Jordá · ES
De metalen basis die de plastic cushion in een knie-implantaat draagt. Massieve geometrie waar buy-to-fly via billet hoog oploopt. Op de foto: links de Meltio Wire-LMD preform met aanbevolen 2–3 mm over-thickness, rechts het eindproduct na CNC-finishing door Bronces Jordá. Ti6Al4V Grade 23 (ELI), voldoet aan ISO 5832-3 zonder extra warmtebehandeling.
1
Near-net-shape print op Meltio M600DED-LB/M depositie van Ti6Al4V Grade 23 in inert chamber <10 ppm O₂, thermografische monitoring per laag.
2
CNC-finishing naar implant-tolerancesBronces Jordá frees alleen nog de finishing-passes op kritieke vlakken, geen hogging-out uit ruwe billet.
3
Materiaal-validatie ISO 5832-3Tensile strength, elasticiteit, elongation, binnen norm zonder warmtebehandeling. In vivo tests via FIHGUV lopen.
Bron: 3DPrint.com · machining Lemar Leben · foto Meltio
/ Showcase · Wire-LMD preform → eindproduct
Acetabular cup , heup-socket in Ti6Al4V Grade 23
Machining-partnerLemar Leben · ES
De socket waar de femur-kop in scharniert. Dé case waar near-net-shape Wire-LMD economisch het sterkst staat: massieve geometrie betekent dat billet-machining hard oploopt in buy-to-fly. Op de foto: de Meltio Wire-LMD preform naast het machined eindproduct, gefinisht door Lemar Leben.
1
Print preform direct uit lasdraadBuy-to-fly daalt van ~10:1 (billet) naar ~1,5:1; bijna 100% materiaal-benutting.
2
CNC-finishing door Lemar LebenFinale tolerances op het ball-fit oppervlak. Uw CNC frees finishing-passes, niet de hele cup uit billet.
3
Mechanische validatie + in vivoTensile strength, elasticiteit, elongation binnen ISO 5832-3 zonder warmtebehandeling. In vitro / in vivo tests via FIHGUV.
/ Materialen
Titanium-legeringen voor implant-productie
De op Meltio Wire-LMD gequalificeerde implant-grade legeringen. Het zwaartepunt ligt op Ti6Al4V, ELI voor implantaten met direct osteo-contact, Grade 5 voor structurele preforms.
Ti6Al4V ELI
Ti-6Al-4V · Grade 23 · Extra Low Interstitial
De implant-grade legering voor direct osteo-contact en chronische implantatie. Max 0,13% zuurstof volgens ASTM F136-21. Het materiaal waar ATILA mee werkt voor acetabular cups, cranial implants en distal radius plates. Biocompatibel, lage Young's modulus dichter bij bot.
Lasdraad
Ti6Al4V Grade 5
Ti-6Al-4V · Grade 5
Standaard implant-titanium voor preforms van structurele onderdelen. Max 0,2% zuurstof volgens UNE-EN ISO 5832-3:2017. Lager kostpunt dan ELI, gebruikt voor stemless cages en structurele preforms die niet in direct chronisch osteo-contact zijn. ATILA-onderzoek gebruikt zowel Grade 5 als Grade 23.
Lasdraad
CP Titanium
Commercially Pure Ti · Grade 2 / 4
Voor dentale en specifieke implant-toepassingen waar zuiver titanium prefereerd is boven legering. Lagere sterkte dan Ti6Al4V maar hogere ductiliteit. Op aanvraag, parameter-validatie traject loopt typisch in een paar weken.
Lasdraad
RVS 316L / 316LVM
Fe-Cr-Ni-Mo · Austenitic · Vacuum melted
Voor surgical instruments, surgical guides, tooling fixtures en niet-implantabele medical componenten. 316LVM voor implantabele toepassingen (ISO 5832-1). Magnetisch neutraal, breed beschikbaar, lager kostpunt dan titanium. Combineerbaar met Ti-preforms in dezelfde productiecel.
Lasdraad
/ Wat medical regulatie vraagt
Deze printer past binnen uw bestaande QMS
Medical device productie werkt onder de strengste compliance-vereisten: ISO 13485 voor het kwaliteitsmanagementsysteem, UNE-EN ISO 5832-3:2017 voor titanium surgical implants, ASTM F136-21 voor Ti6Al4V ELI implantaten, MDR 2017/745 in de EU voor het hele in-de-markt brengen. Meltio M600 produceert in een inert chamber met <10 ppm zuurstof, met material-certificaten, print-parameter logs en process-data standaard in de output. Het ATILA-consortium toont dat Wire-LMD-output binnen ISO 5832-3 oxygen-limieten valt, gevalideerd door thermografische monitoring per laag en mechanical/microstructural testing. Wat u krijgt: machines die uw eigen RA/QA-team kan kalibreren en certificeren binnen uw bestaande ISO 13485 QMS, material-traceability van spool tot preform, parameter-records voor regulatoir dossier, process-data voor design-history-file. Wij dragen die capability over bij installatie, samen met training-modules om uw operators en RA-team zelfstandig te laten werken.
[ Volgende Stap ]
Klaar om Wire-LMD aan uw implant-productie toe te voegen?
Plan een demo, of stuur ons een implant-design waarvan u wil weten of het via Wire-LMD-preform haalbaar is. Een gratis analyse vertelt u: welke printer past, welke materiaal-grade, welke DfAM-aanpassingen, welk regulatoir traject, en wat dat doet met uw stuksprijs. Geen verplichtingen, gesprek over wat er kan, vóór u in een aankoop-traject zit.
Tooling is waar Lasdraad-LMD écht uitblinkt. Versleten persgereedschap, hard-facing op gietmallen, near-net-shape mold-cavities, alles met >99,9% dichtheid (CT-scan geverifieerd) en mechanische eigenschappen vergelijkbaar met smeden. De Meltio Engine CNC is voor dit segment ontworpen: print het ruwe onderdeel en frees direct af in dezelfde opspanning. Eén klant gaf het al eerlijk weer: "de enige technologie die de dichtheid en mechanische eigenschappen van forged steel gaf, tegen een prijs die voor tooling-toepassingen concurreert".
>99,9%
Dichtheid (CT-scan)
Forging
Niveau eigenschappen
1-OP
Hybrid: print + machining
[ Use cases · Tooling ]
Vier tooling-cases met Meltio Wire-LMD
Vier toepassingen waar Meltio-printers Wire-LMD inzetten voor tooling: een H13 mold core, Conify's mold inserts voor het EU imPURE-project, hardfacing op slijtage-onderdelen, en een injection mold met gyroidal-lattice conformele koelkanalen. Allemaal Lasdraad-LMD, geen poederbed nodig voor deze tooling-toepassingen. Voor uw specifieke onderdeel, vraag een gesprek aan.
Use Case 01Lasdraad · DED
H13 mold core in Lasdraad-LMD
Een mold-onderdeel geprint via Meltio Wire-LMD, direct uit lasdraad in tool steel (zoals H13), met de aanbevolen 1,5–2 mm over-thickness op kritieke vlakken. Forging-niveau dichtheid (>99,9%, CT-scan verified). De buy-to-fly ratio daalt van 10:1 (billet) naar ~1,5:1; uw CNC frees alleen nog de finishing-passes op het cavity-vlak in plaats van uit een ruwe billet te hakken. Reduce waste. Reduce tool wear. Print precise.
In het EU imPURE-project gebruikte AM-bedrijf Conify een Meltio M450 om mold inserts te printen voor de productie van oximeters via injection molding. Het doel: bestaande pilot-lines hergebruiken voor medical materialen door modulaire mold-inserts on-demand te printen, in plaats van per variant een nieuwe mold te frezen. Conify valideerde proces-parameters en de overall methodiek voor rapid tooling manufacturing via DED.
MateriaalStainless / Inconel / Tool steel
ScopeModulaire mold inserts
DoorlooptijdPer variant: dagen
Use Case 03Lasdraad · DED
Hardfacing op slijtage-onderdelen
Slijtage-onderdelen, trencher-tanden, snijkanten, persgereedschap, die in zwaar werk hun geometrie verliezen. Lasdraad-LMD legt een laag gehard staal op het kritieke vlak, gevolgd door grinding of milling naar specificatie. Vervanging zou volledig nieuwe productie betekenen; hardfacing brengt de bestaande tool terug in dienst tegen een fractie van de kosten.
MateriaalGehard staal 4140
ScopeCladding + grinding
Doorlooptijd4–7 dagen
Use Case 04Lasdraad · DED
Mold met conformele koelkanalen via lattice
Injection mold-cavity waar conventionele rechte boorkanalen de cavity-contour niet kunnen volgen, gevolg: ongelijke koeling, langere cyclustijden en deformatie/krimp. Meltio's onderzoek (Mailan Farias / master's thesis) toont dat Lasdraad-LMD conformele koelkanalen met gyroidal lattice-structuur kan printen in H11 tool steel. Thermische flow-simulatie (Fusion 360) bevestigt: hogere warmteoverdracht en uniformere temperatuur dan gedrilde kanalen, dankzij grotere koeloppervlakken en vortex-werking in de lattice. Cyclustijd omlaag, kwaliteit consistent.
MateriaalGereedschapsstaal H11 / H13
ScopeGyroidal lattice cooling
DoorlooptijdOntwerp-afhankelijk
[ Materialen die hier domineren ]
Tool-steel legeringen voor matrijzen-werk
Onze parameter-bibliotheek voor tooling-toepassingen. Mechanische eigenschappen op forging-niveau via Lasdraad-LMD.
H13
Cr-Mo-V · Hot-work tool steel
Het werkpaard voor gietmal-reparatie en mold-cavities. Uitstekende hitte-bestendigheid, behoudt eigenschappen tot 540°C, goede slijtage-eigenschappen na warmtebehandeling.
Lasdraad
P20
Cr-Mo · Pre-hardened mold steel
Injection mold-cavities, plastic-mold componenten. Goed te bewerken in pre-hardened toestand, geen warmtebehandeling nodig na afwerking.
Lasdraad
4140
Cr-Mo · Quench & temper
Algemene gereedschapsstalen-toepassingen, stempel-reparatie, hard-facing. Hoge sterkte na warmtebehandeling, goede taaiheid.
Versleten mold, of een tooling-project zonder mall-budget?
Stuur uw mold, stempel of tooling-component, wij beoordelen of cladding, hybrid manufacturing of conformele koelkanalen voor uw situatie de juiste route zijn.
Van eerste vraag tot draaiende productielijn, wij begeleiden elke stap.
3DPS Industrial is geen one-shot machineverkoper. Wij begeleiden u van de eerste haalbaarheidsanalyse tot dagelijks operationeel onderhoud van uw metal AM productiecel. Tien diensten in de volgorde waarin u ze typisch nodig heeft.
Een vrijblijvend kennismakingsgesprek brengt focus. Wij luisteren, stellen vragen, en wijzen u op de dienst die op dit moment het meeste oplevert voor uw situatie.
Oriëntatie en vertrouwen. U weet nog niet zeker of metal AM past, welke technologie het beste is, of de investering haalbaar is. In deze fase verzamelen we feiten, halen we onzekerheid weg, en helpen we u de juiste eerste stap te zetten, zonder verkoopdruk.
Wat speelt er in deze fase
Past metal AM bij wat wij maken? Welke onderdelen lenen zich?
Wire-LMD of SLM-poederbed, welke past bij onze geometrieën en volumes?
Wat geeft een bestaande gebruiker als feedback? Is het echt zo soepel als de verkoopfolder zegt?
Hoe groot is de stap qua investering, organisatie en kennis?
Commitment en concretisering. U heeft besloten een traject in te gaan. Nu gaan we de applicaties scherp krijgen, kosten en ROI hard maken, een financieringsmodel kiezen en, desgewenst, de eerste echte onderdelen printen voordat u een machine aanschaft.
Wat speelt er in deze fase
Welke onderdelen geven het snelste rendement bij metal AM?
Wat is de kostprijs per onderdeel echt, niet de marketing-belofte?
Kunnen we eerst printen voordat we een machine kopen, om risico te beperken?
Welk financieringsmodel past bij onze liquiditeit en groei-plannen?
Productie en continuïteit. De machine staat (of komt) op de vloer. Hier gaat het om soepele inbedrijfstelling, getrainde operators die zelfstandig kunnen produceren, doorlopende support voor wanneer iets niet werkt zoals het hoort, en het juiste partner-netwerk voor de finishing-stap die wij zelf niet doen.
Wat speelt er in deze fase
Hoe gaat de machine van levering naar eerste-print zonder vertraging?
Hoe maken we onze operators echt zelfstandig, niet alleen knoppen drukken?
Wat gebeurt er als er midden in productie iets misgaat?
Wie doet de post-processing, en hoe vinden we de juiste partner?
Bedrijven die overwegen om metal AM in te zetten maar nog onzeker zijn over rentabiliteit of techniek-keuze
Engineers en inkopers die intern willen onderbouwen of AM het kostbare en logische pad is
Productie-leiders die hun strategische roadmap voor de komende 3–5 jaar willen aanscherpen
Voorbeelden uit de praktijk
Haalbaarheid Wire-LMD voor MRO-bedrijf
Een onderhoudsspecialist voor industriële pompen wilde weten of Wire-LMD een alternatief is voor cladding-uitbesteding. Onze analyse leverde een onderbouwde payback-berekening op basis van hun jaarvolume, en een machine-aanbeveling (Meltio M450).
Wire vs SLM keuze voor implant-maker
Een orthopedische implant-ontwikkelaar twijfelde tussen Wire-LMD (lager onderhoud, near-net-shape) en SLM (complexere structuren). Adviesrapport: hybride aanpak, Wire voor preforms, SLM-partner voor de poreuze osseo-integratie-coatings.
Strategische roadmap 3-jaar AM-uitbouw
Een familiebedrijf in tooling wilde gefaseerd AM toevoegen aan hun productie. Roadmap met 3 mijlpalen: jaar 1 print-service uitbesteden, jaar 2 eigen Meltio M450, jaar 3 mogelijke uitbreiding naar M600 voor grotere matrijs-componenten.
Veelgestelde vragen
Wat kost een advies-traject?
Het intake-gesprek is gratis. Een discovery-sessie met schriftelijk advies werkt typisch op basis van een vaste dagprijs of project-fee, afgestemd op de complexiteit. Wij geven u een offerte vooraf zodat er geen verrassingen zijn.
Zijn jullie onafhankelijk in machine-keuze?
Wij zijn officieel reseller van Meltio en Z Rapid. Dat betekent dat wij die twee technologieën grondig kennen. Past geen van beide bij uw vraag, dan zeggen wij dat ook eerlijk, wij verkopen liever niet dan dat u over een jaar een verkeerde machine in productie hebt staan.
Wat als wij na het advies toch geen vervolg willen?
Geen probleem. Wij hebben dan ons werk gedaan, u heeft de informatie om een geïnformeerde keuze te maken. Er is geen verplichting tot vervolg-traject of aanschaf bij ons.
Werken jullie ook met bedrijven die al een AM-machine hebben?
Ja. Veel adviesvragen komen juist van bedrijven die al een machine hebben en willen weten hoe ze die beter benutten, uitbreiden, of vervangen. Onze expertise is breed inzetbaar.
Klaar voor advies & consultancy?
Plan een vrijblijvend gesprek of vraag een offerte op maat.
Zie de machines in actie bij een bestaande klant, en stel vragen aan een collega die niet de verkoper is.
Wat wij doen
Begeleid bezoek aan een bestaande 3DPS-klant met een vergelijkbare productie-omgeving
Gesprek met operators en engineers die de machine al maanden tot jaren in productie hebben
Zien hoe de machine echt draait, welke onderdelen er nu produceren, en welke uitdagingen er waren
Hoe het proces verloopt
01
Match makenWij koppelen u aan een klant met een vergelijkbare sector, machine-type, of uitdaging.
02
Bezoek inplannenIn overleg met de gastklant, wij stemmen agenda en scope op elkaar af.
03
De bezoekdagOn-site bij de gastklant: rondleiding, machine in actie, Q&A met operators en engineers, eventueel onder NDA.
04
DebriefNa het bezoek bespreken we wat u heeft gezien, welke vragen er nog spelen, en wat de vervolgstap is.
Voor wie deze dienst geschikt is
Beslissers die een investerings-beslissing willen onderbouwen met een echte case in de praktijk
Technische teams die willen zien hoe een machine zich gedraagt buiten een demo-omgeving
Bedrijven die twijfelen tussen technologieën en willen horen hoe een collega-bedrijf de keuze maakte
Voorbeelden uit de praktijk
Pomp-fabrikant bezoekt MRO-collega
Een fabrikant van industriële pompen wilde Wire-LMD reparaties zien werken. Wij koppelden hen aan een bestaande klant die al twee jaar pump-bearings repareert. Tijdens het bezoek konden zij vragen stellen aan de operator en de kostprijs-discussie voeren tussen peers.
Aerospace prospect ziet defensie-toepassing
Een aerospace-toeleverancier wilde weten of Wire-LMD voldoet aan strenge eisen. Bezoek aan een defensie-klant die certificeerbare onderdelen produceert, vertrouwelijk via NDA. Resultaat: de prospect had de overtuiging die nodig was om de offerte te ondertekenen.
Tooling-fabrikant praat met collega over operators
Tooling-bedrijf zat met de vraag hoe hun bestaande operators getraind kunnen worden voor AM. Bezoek aan een vergelijkbaar tooling-bedrijf, directe gesprekken met operators die zelf de transitie doormaakten. Hun verhaal nam de zorgen weg.
Veelgestelde vragen
Hoe overtuigen jullie klanten om mij toe te laten?
Onze klanten waarderen de community rondom AM en helpen graag elkaar. Wij vragen het netjes, geven context over uw situatie, en respecteren altijd hun antwoord. NDA als zij dat wensen.
Is een referentiebezoek vrijblijvend?
Ja. Geen aankoopverplichting, geen verborgen kosten. Reiskosten zijn voor uw rekening, wij regelen het bezoek zelf onbetaald als onderdeel van het verkooptraject.
Wat als er geen klant beschikbaar is die exact bij ons past?
Wij hebben een groeiend netwerk in BENELUX en daarbuiten. Past geen klant perfect, dan stellen wij de dichtstbijzijnde match voor, of een dubbel-bezoek bij twee klanten die samen uw situatie dekken.
Mag onze concurrent ook gebruik maken van ons als referentie?
Alleen als u dat wenst. Wij vragen altijd vooraf en respecteren een "nee". Een gastrol is altijd vrijwillig en u bepaalt wat besproken mag worden.
Klaar voor referentiebezoek bij klanten?
Plan een vrijblijvend gesprek of vraag een offerte op maat.
Welke onderdelen lenen zich? Design-for-AM, test-prints, validatie tot productie-ready.
Wat wij doen
Onderdelen-screening: welke kandidaten lenen zich best voor Wire-LMD of SLM
Design-for-AM: herontwerp van bestaande onderdelen of nieuwe geometrieën die alleen AM aankan
Test-prints, validatie, materiaal-tests tot productie-ready specificatie
Hoe het proces verloopt
01
Kandidaat-screeningTop 3–5 onderdelen uit uw portfolio die het hoogste rendement bieden.
02
Design-for-AM workshopMet uw engineers: herontwerp voor topologie, kostprijs, functie-integratie.
03
Test-print en validatieEerste prints, mechanische tests, dimensionele controle, NDT.
04
Productie-specificatieParameters, toolpathing, post-processing, vastgelegd en herhaalbaar.
Voor wie deze dienst geschikt is
R&D-afdelingen die metal AM willen integreren in nieuwe productlijnen
Productie-bedrijven die bestaande onderdelen willen herontwerpen voor kostenreductie of betere prestaties
Bedrijven met one-off of low-volume vraag waarvoor conventionele productie niet rendabel is
Voorbeelden uit de praktijk
Closed impeller herontwerp voor Wire-LMD
Een pomp-onderdeel dat normaal als 2-delige gietconstructie geleverd werd, is herontworpen tot één Wire-LMD print. Resultaat: aanzienlijk lichter, geen lasnaad-zwakte, en een fors kortere lead time vergeleken met de gietroute.
Tooling-insert met conformele koeling
Een spuitgietmal-insert kreeg interne conformele koelkanalen via SLM. Cyclus-tijd bij de eindklant daalde 25%, en hot-spots in het onderdeel verdwenen. Validatie via thermische metingen over 50.000 cycli.
Topology-optimized bracket voor aerospace
Aluminum bracket voor satelliet-toepassing. Klassiek 280g uit billet, herontworpen naar 95g via Wire-LMD met FEA-gestuurde topology. Validatie via trekproef en trilanalyse, voldoet aan luchtvaart-spec.
Veelgestelde vragen
Hoe weet ik of mijn onderdeel zich leent voor AM?
Dat is precies wat applicatie-ontwikkeling beantwoordt. Wij screenen op geometrie, volume, materiaal-vereisten, en huidige productiekost. Niet elk onderdeel is een goede AM-kandidaat, wij zeggen dat eerlijk.
Moeten we onze huidige tekeningen weggooien en opnieuw beginnen?
Soms wel, soms niet. Veel onderdelen kunnen direct geprint worden zoals ze nu zijn (drop-in). Maar het is meestal de moeite waard te kijken of een licht herontwerp voor AM grote kostprijs- of prestatie-winst geeft.
Hoeveel test-prints zitten er in een applicatie-traject?
Afhankelijk van complexiteit en materiaal. Eenvoudige geometrieën in bekende legeringen lukken vaak in weinig iteraties. Nieuwe materialen of extreme geometrieën vragen meer experimenteren. Wij stemmen vooraf af welke iteratie-aanpak past bij uw budget en doel.
Wat als de validatie laat zien dat AM niet werkt voor ons onderdeel?
Dan stoppen we de moeite vroeg en hebt u een onderbouwd antwoord, geen jaar wachten om erachter te komen. Conclusies en lessen zijn van u. Wij brengen alleen het werkelijk uitgevoerde werk in rekening.
Klaar voor applicatie-ontwikkeling?
Plan een vrijblijvend gesprek of vraag een offerte op maat.
Concrete kostprijs per onderdeel, total cost of ownership, payback-tijd voor uw business case.
Wat wij doen
Kostprijs per onderdeel: materiaal, machine-tijd, post-processing, overhead
Total Cost of Ownership: machine, training, onderhoud, materialen, ruimte
Vergelijking met conventionele productie (machining, casting, forging)
Hoe het proces verloopt
01
Onderdelen aanleverenCAD-files of tekeningen van een tot vijf representatieve onderdelen.
02
Print-time en materiaal-berekeningToolpathing-simulatie geeft exacte tijd en materiaalverbruik per onderdeel.
03
VergelijkingsrapportCost-per-part voor AM vs uw huidige route, inclusief breakeven-volume.
04
Sensitivity-analyseWat als materiaalprijs stijgt, of uurloon daalt, hoe verandert de business case.
Voor wie deze dienst geschikt is
Inkopers die offertes willen vergelijken: maak vs koop, AM vs traditioneel
CFO's en financieel verantwoordelijken die een investeringsbeslissing onderbouwen
Productie-engineers die specifieke onderdelen tegen het licht houden
Voorbeelden uit de praktijk
Heat-exchanger manifold: AM vs CNC
Manifold uit aluminium, modest jaarvolume. Vergelijking CNC vs Wire-LMD op kostprijs per stuk én op lead time gaf een duidelijke breakeven-volume. Aanbeveling: AM is voordelig vanaf hun voorziene jaarvolume.
Reverse-engineered legacy onderdeel
Pomp-impeller waarvan OEM uit de markt. Vergelijking CNC vanuit billet vs Wire-LMD near-net-shape met CNC-finish liet zien dat de AM-route per stuk substantieel goedkoper is. Payback van de scan + reverse-engineering werd al binnen een handvol stuks gehaald.
TCO 5-jaar voor eigen Meltio M450
Machine + onderhoud + materiaal + operator-tijd + utilities. Verspreid over de afschrijvings-horizon en geplande print-uren komt dat neer op een uurtarief vergelijkbaar met of beter dan uitbesteden, plus volledige beschikbaarheid wanneer u die nodig hebt.
Veelgestelde vragen
Hoe nauwkeurig zijn jullie kostprijs-berekeningen?
Print-tijd en materiaal: zeer nauwkeurig via simulatie. Post-processing en machining: een bandbreedte afhankelijk van eindspec. Overhead en uurtarieven: gebaseerd op uw eigen cijfers, wij gokken niet. In het rapport staat altijd duidelijk welke aannames waar gemaakt zijn.
Houden jullie rekening met faalkans en herprints?
Ja, met een realistische scrap-rate per legering en geometrie-type. Voor eerste prints rekenen wij met een ruimere buffer; bij ingeregelde productie-werkstromen daalt dat naar minimale verliezen.
Kunnen jullie ook payback berekenen voor een nieuwe machine?
Ja, dat is een veelgevraagde combinatie. Total Cost of Ownership over de afschrijvings-horizon tegenover de jaarlijkse besparing op uitbesteding of versnelde levertijd. Hierbij hoort ook de sensitivity-analyse op print-volume en uurtarieven.
Klaar voor kostenberekening & roi?
Plan een vrijblijvend gesprek of vraag een offerte op maat.
Wij printen uw onderdeel, proof-of-concept, eerste series, of doorlopende productie.
Wat wij doen
Proof-of-concept prints: validatie voordat u zelf investeert
Eerste-serie productie: bridge tot uw eigen machine of doorlopend uitbesteed
Specifiek voor onderdelen die wij beter, sneller, of goedkoper printen dan u elders kunt krijgen
Hoe het proces verloopt
01
Quote-aanvraagSTEP- of STL-file aanleveren, materiaal-keuze, aantal, deadline.
02
Offerte en planningSnel een offerte met kostprijs en realistische levertijd. Akkoord = direct in productieplanning.
03
Print en kwaliteitscontroleOp Meltio M600 of via SLM-poederbed, met dimensionele en NDT-controle.
04
LeveringNear-net-shape of fully gefinisht (met onze post-processing dienst).
Voor wie deze dienst geschikt is
Bedrijven die nog niet over een eigen metal AM-machine beschikken
Bedrijven die een onderdeel willen testen voordat zij een machine aanschaffen
Bedrijven met piek-vraag die intern onvoldoende capaciteit hebben
Voorbeelden uit de praktijk
Eerste-batch heupplaat-prototypes
Medical-startup wilde een serie prototypes in Ti6Al4V voor pre-klinische testen. Print via Meltio M450, post-machining bij onze partner, opgeleverd in een fractie van de tijd die traditionele leveranciers vroegen.
Spare-part on-demand voor scheepvaart
Een rederij had per direct een gespecialiseerde RVS-flange nodig die OEM niet meer leverde. Tekening reverse-engineered uit foto + meetschets, geprint, en op transport. Schip kon weer uit haven uitvaren, een kwestie van uren in plaats van weken via standaard kanalen.
Doorlopende productie subassembly
Een familiebedrijf zonder eigen AM-machine besteedt structureel maandelijkse subassembly-onderdelen bij ons uit. Vaste prijs per onderdeel, voorspelbare levertijd, kwaliteit gegarandeerd via dimensionele controle per batch.
Veelgestelde vragen
Hoe snel kunnen jullie leveren?
Standaard quote snel. Eenvoudige onderdelen relatief kort na akkoord. Urgent, bel ons en wij kijken of wij iemand kunnen herplannen om u te helpen. Voor doorlopende klanten hebben wij vaste capaciteit gereserveerd. Concrete levertijd stemmen wij per opdracht af.
Welke kwaliteits-controle voeren jullie uit?
Standaard: visuele inspectie, dimensionele meting op kritieke maten, materiaal-batch-certificaat van wire-spool. Op verzoek: CT-scan voor interne defecten, hardheid-meting, mechanische testen, NDT.
Doen jullie ook post-processing zoals CNC en warmtebehandeling?
Wij printen near-net-shape. CNC-finishing en warmtebehandeling laten wij doen door onze gespecialiseerde partners, wij regelen het end-to-end zodat u één aanspreekpunt heeft. Zie ook onze Post-processing-advies dienst.
Wie heeft het eigendom van het onderdeel en de IP?
U levert de tekening, u behoudt de IP. Wij printen onder NDA wanneer u dat wenst. Onze interne files worden na levering vernietigd tenzij u ons vraagt ze te bewaren voor herhaal-bestellingen.
Klaar voor 3d-print-service?
Plan een vrijblijvend gesprek of vraag een offerte op maat.
Operational lease, financial lease, fasering, manieren om Capex te vermijden of spreiden.
Wat wij doen
Operational lease: gebruik de machine zonder activering op uw balans
Financial lease: machine wordt na de leaseperiode uw eigendom
Gefaseerde investering: start klein, bouw uit op basis van bewezen rendement
Hoe het proces verloopt
01
InvesteringsoverzichtMachine, software, training, installatie, totale investering glashelder.
02
Financieringsopties presenterenPer-maand-bedrag voor verschillende looptijden en aankoop-modellen.
03
Subsidie- en innovatie-stimuli checkWBSO, MIA/VAMIL, regionale stimuli, wij wijzen u op wat van toepassing is.
04
Contract en opleveringLease- of koopcontract met onze financieringspartner, levering binnen afgesproken termijn.
Voor wie deze dienst geschikt is
Bedrijven die de Capex-investering willen vermijden of spreiden
Bedrijven die eerst willen testen of de business case standhoudt
MKB en groeiende bedrijven die liquiditeit willen behouden voor andere groei-investeringen
Voorbeelden uit de praktijk
Operational lease 5-jaar voor MKB
MKB-tooling-bedrijf wilde de Capex vermijden. Operational lease over 5 jaar met onderhoud inbegrepen, vast bedrag per maand, machine retour aan einde looptijd. Geen activering op de balans, geen onverwachte kosten.
WBSO + MIA combinatie voor scale-up
Een groeiende industrieel had cashflow nodig voor R&D. Met WBSO afdrachtvermindering op het R&D-personeel rond de AM-machine plus MIA-aftrek op de investering werd de effectieve kostprijs van de M450 ~30% lager.
Gefaseerde uitbouw: print-service → eigen machine
Familiebedrijf wilde geen all-in beslissing maken. Plan: jaar 1 print-service bij ons (variable cost, geen Capex), jaar 2 op basis van bewezen volume eigen Meltio M450 via financial lease. Risico per fase beheersbaar.
Veelgestelde vragen
Werken jullie met een externe financieringspartner of zelf?
Wij werken met gevestigde financieringspartners die gespecialiseerd zijn in industriële machines. Wij coördineren het traject zodat u één aanspreekpunt heeft, de partner doet de financiële beoordeling en contractering.
Wat is het verschil tussen operational en financial lease?
Operational lease: gebruik zonder eigendom, vaak met onderhoud inbegrepen, blijft buiten de balans (IFRS-mits-condities). Financial lease: u wordt economisch eigenaar, activering op de balans, machine is na looptijd uw bezit. Verschil zit in fiscale, balans en risico-allocatie.
Welke Nederlandse subsidies komen vaak in beeld?
WBSO (R&D-afdrachtvermindering) voor R&D-werk rondom de machine. MIA/VAMIL voor milieu-vriendelijke investeringen, Wire-LMD valt daar vaak onder vanwege materiaalbesparing. Regionaal: vaak provincie-gebonden innovatie-stimuli. Wij wijzen u op wat van toepassing is.
Wat als wij in België of Luxemburg gevestigd zijn?
Onze financieringspartners werken BENELUX-breed. De Belgische en Luxemburgse fiscale stimuli zijn anders dan Nederlandse, wij kennen de hoofdlijnen en verwijzen door naar lokale specialisten voor de exacte toepassing.
Klaar voor financiering & lease?
Plan een vrijblijvend gesprek of vraag een offerte op maat.
Levering en plaatsingMachine arriveert, wordt mechanisch en elektrisch geïnstalleerd.
03
Calibratie en eerste printsLaser-calibratie, materiaal-parameters, dimensionele testen.
04
Operator-trainingTheorie en hands-on training over machine-bediening, veiligheid en dagelijkse productie. Locatie in overleg af te stemmen, op uw locatie, bij ons in Bergeijk, of bij de fabrikant.
05
Hand-over en certificeringUw team print de eerste echte onderdelen onder begeleiding, krijgt certificaat en post-training-support voor de eerste periode in productie.
Voor wie deze dienst geschikt is
Bedrijven die een nieuwe Meltio of SLM-printer aanschaffen via 3DPS Industrial
Bedrijven met een bestaande machine die een upgrade, relocatie of bij-training nodig hebben
Engineers die voor het eerst design-for-AM principes toepassen
Voorbeelden uit de praktijk
M450 installatie van inspectie tot productie
Tooling-bedrijf in Noord-Brabant: locatie-inspectie, levering en plaatsing, calibratie + eerste prints + operator-training, in een soepel doorlopend traject. Hand-over op vrijdag, eerste echte productie-onderdeel op de eerste maandag daarna.
Operator-team voor M600 getraind tot zelfstandige productie
Operators van een aerospace-toeleverancier kregen een gestructureerde training: theorie (technologie, veiligheid, materialen), hands-on met eigen test-prints en eindcertificaat. Resultaat: zelfstandig draaiende productie zonder afhankelijkheid van ons.
Design-for-AM workshop voor engineering-team
Engineers van een industrieel familiebedrijf die voor het eerst AM-onderdelen ontworpen kregen een design-for-AM workshop bij ons. Resultaat: hun eerste designs gingen first-time-right naar productie zonder herontwerp-rondes.
Veelgestelde vragen
Hoe verloopt een typische installatie?
Locatie-voorbereiding ruim vóór levering, mechanische plaatsing en calibratie, gevolgd door eerste prints en training. Wij coördineren het hele traject en stemmen de planning af met uw productie-agenda.
Hoeveel operators kunnen wij tegelijk trainen?
Wij houden de groep klein zodat iedereen hands-on tijd krijgt. Grotere teams trainen wij in opeenvolgende batches. Online refresher-sessies zijn altijd mogelijk. De training-locatie stemmen wij in overleg af: op uw locatie, bij ons in Bergeijk, of bij de fabrikant.
Wat als onze operators na een paar maanden vragen hebben die niet in de training zijn besproken?
Daarvoor is onze Print-support dienst. Post-training-support voor de eerste periode in productie is standaard inbegrepen; daarna kunt u doorlopend gebruik maken van support-contract of ad-hoc tickets.
Wat als wij de machine willen verplaatsen na verloop van tijd?
Relocatie is mogelijk; wij doen dat ook regelmatig voor klanten die uitbreiden. Calibratie en validatie horen daar standaard bij, vergelijkbaar met de oorspronkelijke installatie.
Klaar voor installatie & training?
Plan een vrijblijvend gesprek of vraag een offerte op maat.
Rapportage en patroon-analyseIedere interventie gedocumenteerd in uw klantdossier voor root-cause-analyse over tijd.
Voor wie deze dienst geschikt is
Bedrijven die productie-kritisch op AM draaien en geen langdurige downtime tolereren
Operators die nog ervaring opbouwen en een vangnet willen tijdens dagelijkse productie
Bedrijven zonder eigen technische dienst voor metal AM machines die garantie-verlenging willen
Voorbeelden uit de praktijk
Snelle interventie bij productie-stilstand
Een Meltio-klant kreeg een print-fout-melding tijdens productie. Remote-diagnose leidde tot een parameter-set oplossing en productie werd snel hervat. Zonder support-contract had het minimaal een werkdag geduurd voor een soortgelijke interventie.
Preventief onderhoud voorkomt downtime
Klant met service-contract krijgt periodiek preventief onderhoud: calibratie, laser-check, draadtoevoer, sensor-tests. Vergeleken met klanten zonder PM zien wij beduidend minder ongeplande downtime. Een investering die zich snel terugverdient bij productie-druk.
Parameter-optimalisatie voor nieuw materiaal
Klant wilde overstappen van 316L naar 17-4PH RVS. Onze print-support hielp remote bij het ontwikkelen van de parameter-set, plus on-site bij eerste-print-validatie. Eerste-keer-goede prints zonder lang trial-and-error traject.
Veelgestelde vragen
Wat is het verschil tussen standaard en premium support?
Standaard: helpdesk-toegang op werkdagen, on-site bezoek in te plannen volgens normale agenda. Premium: prioriteit-respons, kortere responstijden, on-site sneller in te plannen, plus prioriteit-voorraad van onderdelen voor uw machine. Concrete service-levels stemmen wij in het contract af.
Kunnen jullie alle problemen remote oplossen?
De meerderheid wel, via machine-logs, screen-share met de operator, of remote-access op de controller. Wanneer fysieke interventie nodig is, plannen wij on-site. Onze technici zitten in Bergeijk en wij dekken BENELUX-breed.
Wat valt onder een service-contract?
Preventief onderhoud (jaarlijks), helpdesk-toegang, prioriteit-respons, garantie-verlenging (na fabrieksgarantie), en korting op niet-gedekte interventies. Spare parts zijn typisch tegen scherpere voorwaarden, niet altijd gratis.
Hoe flexibel zijn jullie service-contracten?
Wij werken standaard met verlengbare contracten met heldere afspraken over indexering en opzegtermijn. Lange-termijn-contracten zijn mogelijk met voordeligere voorwaarden voor beide partijen.
Klaar voor print-support & onderhoud?
Plan een vrijblijvend gesprek of vraag een offerte op maat.
Aanbeveling van geschikte machines en processen voor in-house investering óf voor uitbesteding
Introductie bij ons partner-netwerk van gespecialiseerde CNC-, warmtebehandeling- en QA-bedrijven in de BENELUX
Hoe het proces verloopt
01
Onderdelen-analyseWelke eindspecificatie heeft u nodig: toleranties, oppervlakte, materiaal-eigenschappen, certificering.
02
Post-processing roadmapPer onderdeel: vereiste stappen, volgorde, en best passende uitvoeringsroute.
03
Partner-introductieWij introduceren u bij de partners in ons netwerk die uw specifieke vraag het beste invullen.
04
Follow-up indien gewenstWij ondersteunen bij eerste-keer-uitvoering door de partner, daarna werkt u direct met hen.
Voor wie deze dienst geschikt is
Bedrijven die printen maar nog geen heldere route hebben voor de eindafwerking
Bedrijven die willen vergelijken: zelf investeren in post-processing-capaciteit vs uitbesteden
Bedrijven die een betrouwbare, geverifieerde partner zoeken, zonder zelf te moeten searchen of testen
Voorbeelden uit de praktijk
CNC-partner voor medische implant-batches
Een medical-startup had geen eigen 5-assige CNC en wilde wel hun Wire-LMD preforms machinen tot eindspec. Wij introduceerden hen bij een gespecialiseerde partner in Eindhoven die medical-certificering heeft. Sindsdien een lopend contract dat zich heeft bewezen.
Warmtebehandeling Ti6Al4V op locatie
Een klant met Wire-LMD-prints in Ti6Al4V had stress-relief en heat-treatment nodig met gedocumenteerde temperatuurcurves. Aanbeveling: een Belgische warmtebehandelaar in onze partner-pool met aerospace-ervaring. Korte doorlooptijd, certificaten meegeleverd.
In-house vs uitbesteden post-processing analyse
Klant overwoog een eigen kleine CNC en warmtebehandelings-oven aan te schaffen. Onze TCO-analyse: bij hun voorziene volume in de begin-jaren was uitbesteden voordeliger; bij hogere volumes ging een eigen CNC zich terugverdienen. Resultaat: gefaseerde aanschaf-roadmap.
Veelgestelde vragen
Waarom doen jullie zelf geen post-processing?
Eerlijkheid: post-processing is een specialisme op zich met eigen investeringen in machines, certificeringen en kennis. Onze partners doen dat al jarenlang op top-niveau. Wij voegen waarde toe via advies en partner-introductie, niet door slecht na te apen wat zij beter doen.
Krijgen wij dezelfde prijs via jullie als rechtstreeks bij de partner?
Wij rekenen niets bovenop de partner-prijs. Vaak kan onze klant via onze introductie zelfs betere voorwaarden krijgen omdat wij volume aanleveren bij de partners.
Wat als wij onze eigen voorkeurs-partner al hebben?
Geen probleem. Wij adviseren dan op processen en specificaties, en u werkt direct met uw eigen partner. Onze advies-dienst staat los van onze partner-introductie.
Hoe vetten jullie de partners?
Persoonlijke kennis: wij bezoeken de werkplaats, kijken naar referenties, en testen kwaliteit op concrete jobs voor onze eigen klanten. Wij introduceren alleen partners waar wij zelf zaken mee zouden doen.
Klaar voor post-processing-advies?
Plan een vrijblijvend gesprek of vraag een offerte op maat.